
Anatomy of a New Bond Technology
A new vitrified bond technology features proprietary chemistry to achieve higher performance as well as extended wheel life for today’s advanced grinding machines.


The Norton Vitrium3 bond technology was highlighted at this year’s Gear Expo. This grinding wheel bond is said to capitalize on the high-performance capabilities of new grinding machines by enabling 20 percent faster metal removal rates and 30 percent longer life.
The primary components of vitrified abrasive wheels are abrasives and bond. The space between these elements represents the wheel’s porosity.
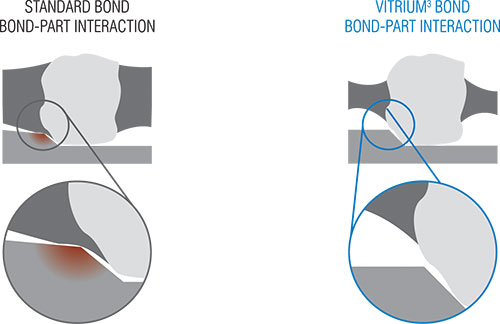
The drawing on the left shows the amount of bond material required for a standard vitrified wheel. The other drawing shows how the stronger Norton Vitrium3 requires less bond material, thereby reducing the bond-part interaction for improved coolant flow and chip clearance.
Share





Phillips Corporation
Featured Content
View More









Phillips Corporation - Education
Featured Content
View MoreToday’s faster grinding machines are pushing wheel manufacturers to develop new formulas that enable those machines to realize their full production potential. Scott Leonard, director of product management, bonded adhesives for Norton Abrasives (a brand of Saint-Gobain), says the company’s new Norton Vitrium3 vitrified bond technology features proprietary chemistry to achieve higher performance as well as extended wheel life for those advanced machines.
Vitrified wheels have two primary components: abrasives and bond. The abrasives are the wheel’s “cutting tools” and the bond holds the abrasives in a matrix to form the wheel. The space between the abrasives and the bond represents the wheel’s porosity. The Norton Vitrium3 bond features grain-adhesion chemistry that substantially increases the module of elasticity, or strength, of the bond. Therefore, less bond is required to provide the same holding force, and porosity increases.



Mr. Leonard says this offers three key advantages. The first is cooler cutting conditions. Less bond means there’s increased exposure of the abrasives. This results in improved cutting rates and significantly less burn as well as reduced power consumption and grinding forces on the part. Plus, increased porosity improves coolant flow and chip clearance to further reduce burn even on tough-to-grind materials, such as high-nickel-content alloys, tool steels and chrome.
Second, the strong bond offers considerable wheel form and corner holding, which improves part quality and tolerances while reducing dressing time and wear. (This is especially important for applications that have intricate part profiles.) Less frequent wheel dressing reduces grinding downtime, dresser wear and costs for wheels and replacement dressers.
Finally, faster wheel speeds are possible. With 20 percent higher strength than conventional vitrified bonds, Norton Vitrium3 enables softer grades to qualify for high speed grinding. Higher operating speeds provide faster stock removal and feed rates, increasing grinding throughput and production.
Related Content
-
Junker Grinding Machines Feature Modular Design
The Platform 3 series of modular grinding machines is designed to provide increased flexibility and cost-effectiveness.
-
Three Key Factors For Stabilizing a Grinding Operation
Improving throughput in grinding takes more than direct increases to material removal rate. It also requires careful consideration of the factors behind the operation’s stability.
-
Emag Grinding Solutions Provide Precise Gear-Profile Grinding
The G 160 and G 250 gear-profile grinding machines provide short chip-to-chip times, intelligent axis concepts as well as thermal and mechanical stability.








