
Anti-Vibration System Improves Rigidity of Milling and Turning Assemblies
Seco's Steadyline anti-vibration damping holders are designed to improve the dynamic rigidity of milling and turning tool assemblies.
Seco has expanded its Steadyline damping tools, including boring heads, as long overhang tools gain popularity in manufacturing.
Steadyline gives customers the ability to use the same cutting data for both long and short tools.

The anti-vibration system provides higher removal rates, smooth part finishes and longer tool life.
Share




Phillips Corporation
Featured Content
View More
Phillips Corporation - Education
Featured Content
View More









Vibration can negatively impact the metal cutting process in a variety of ways, including poor surface quality, excessive noise, hastened tool wear, machine tool damage, increased costs and a reduced material removal rate. Shops using long tools routinely settle for a reduced metal removal rate to avoid all of the other effects on the list. This is particularly true when using long overhang tools to machine difficult-to-reach areas in large workpieces that have deep cavities or require tools that reach over fixturing.
In order to overcome this challenge, Seco Tools offers its Steadyline anti-vibration system. The vibration damping holders in this product line are designed to improve the dynamic rigidity of milling and turning tool assemblies. Patrick Steinberg, product strategist, and Mike Smith, product manager, recently discussed the advantages of this system, including its ability to provide higher removal rates, smooth part finishes and longer tool life.



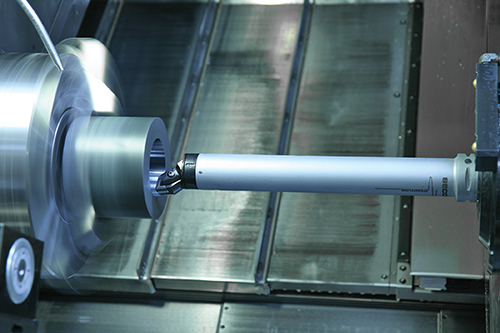
Mr. Steinberg says the holder’s vibration absorber is positioned where deflection is highest, at the front of the bar. The result is greater dynamic rigidity that ensures higher stability, even in heavy cutting conditions. The absorber damps vibration as it is transmitted from the cutting tool to the bar, in essence matching the vibration coming to the holder to cancel the vibration overall. The “passive” damping system requires no tuning or adjustment.
According to Mr. Smith, productivity was always the focal point with the anti-vibration system, as customers continue to deal with bigger and more complex parts in industries like aerospace, oil and gas, and automotive. He says the company’s objective was to create an anti-vibration system that enables the customer to use the same cutting data for both long and short tools. That way, for example, an anti-vibration holder for long-reach turning cuts can be left in for short jobs, saving time or saving the amount of tooling needed. The bar can be run at high machining parameters in either configuration.
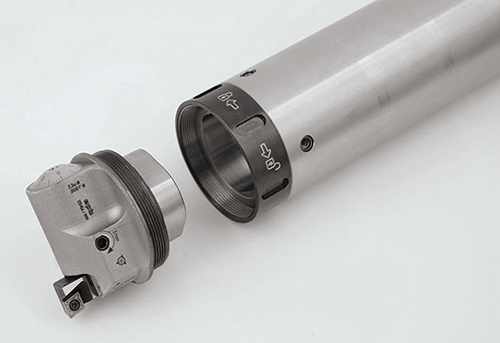
A key component in the anti-vibration system is the company’s modular GL connection, a quick tool changing system. While traditional systems use several fastening screws when exchanging boring heads, the GL connection requires only a spanner wrench to loosen and tighten the heads (roughly 30 seconds to change the head, versus perhaps 3 to 5 minutes using traditional methods). The connection’s locking capability comes from a single integrated clamping ring that draws into the boring head for a stable taper-face contact. Once a boring bar is set, it becomes possible to mount and remount the heads without having to reset the system.
Related Content
-
Sandvik Coromant Toolholding System Provides Rapid Tool Changes
QS Micro features quick and easy tool changes with a high degree of modularity and is well suited for small-part machining operations.
-
Platinum Tooling Shrink-Fit Technology Enables Flexible Tooling Connections
Eastec 2025: Platinum Tooling distributes Rineck shrink-fit tooling and shrink-fit machine technology, including standard and custom shrink-fit toolholders with various connections, including CAT, HSK, BT, SK, PSC and straight shank extensions.
-
Sandvik Coromant Quick-Change Toolholder Supports Small Part Machining
Sandvik Coromant’s QS Micro quick-change holding system combines simple tool changes with modularity, ideal for small part machining operations.








