
Automating Grinding Setups For Root Form Tools
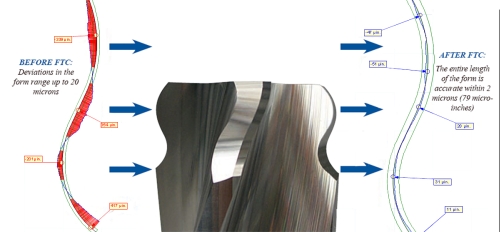
An automated Form Tool Compensation system offers a streamlined way to set up root form cutter jobs on grinding machines while ensuring ground profile accuracy to as little as 2 microns.

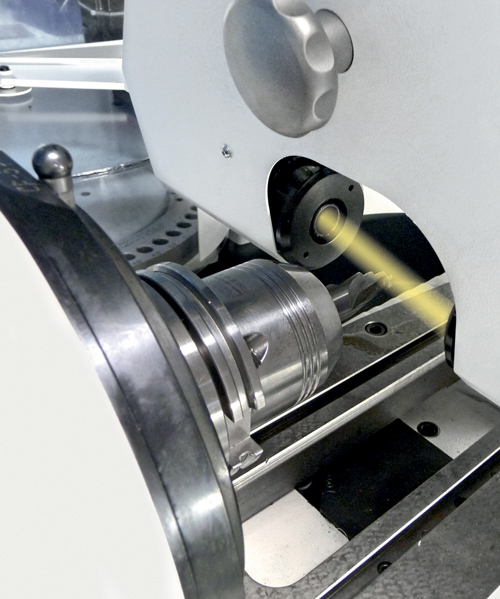
This version of the FTC system uses a convenient, on-machine scanning unit with high speed camera and LED backlight to measure the entire profile of root form cutters.
Automated Form Tool Compensation technology for grinding speeds setups for complex root form tools and ensures ground profile accuracy to as little as 2 microns.
Share








Phillips Corporation - Education
Featured Content
View More
Phillips Corporation
Featured Content
View More





Root form slots found in turbine rotors are characterized by complex contours and precise dimensions. “Christmas tree” form tools used to cut those intricate slots must be precisely ground so no portion of their profile pushes through their tight tolerance band. Consequently, setting up grinding machines to repeatedly deliver quality root form tools is often challenging and time-consuming.
These setups typically involve grinding a trial tool, measuring the tool to identify the portions of the profile that are out of tolerance, and manually tweaking the machine and/or part program to compensate for grinding discrepancies. Depending on the application, this setup procedure can take hours.



The automated Form Tool Compensation (FTC) system developed by Walter (a United Grinding company) offers a more streamlined way to set up these jobs while ensuring ground profile accuracy to as little as 2 microns. By shortening, simplifying and automating the setup process, this technology minimizes turnaround time for manufacturers currently producing such complex root form tools and opens up opportunities for those hoping to enter this market.
The FTC system is available for use with the company’s Helitronic grinding machines and supports three tool grinding methods: faceted relief, cam relief and cylindrical grinding. The heart of the system is measurement/program compensation software that links the grinding machine and a tool measuring device. Tool measurement can be performed using one of the company’s standalone Helicheck scanning machines or a portable, on-machine scanning unit Walter recently introduced.
After a preliminary tool is ground to its upper tolerance, the measuring device (either a Helicheck or the on-machine scanning unit) scans the tool’s entire profile without any operator involvement. (It takes 5 minutes to scan a 60-mm profile.) The FTC software then compares the measured profile to the CAD model and automatically creates and sends compensation corrections to the grinding machine’s control. At this point, the grinding machine is ready for a production run.
When a Helicheck is used as the accompanying measuring device, FTC can deliver a ground profile accuracy within 2 microns. When the on-machine scanning unit is used, FTC is only minimally less accurate at 3 microns. However, the on-machine scanning unit can be used on multiple Helitronic machines and costs less than standalone equipment. The on-machine measuring unit consists of a high speed CCD camera coupled with a collimated LED backlight. The backlight allows the camera to reliably distinguish a tool’s cutting edge regardless of tool material or surface finish. The unit installs in the grinding machine’s head in less than one minute without calibration thanks to a self-centering interface. It uses air nozzles to automatically clean tools before performing its scanning routines. After the unit measures a tool, it is removed to allow grinding to be performed.
The on-machine FTC version is offered as an option on new Helitronic machines. It currently can’t be adapted for use with older Helitronic machines because a different grinding head design is needed to allow the head to accept the scanning unit.
Related Content
-
Inspection Data Drives Engineering Insights
For Flying S, Verisurf is more than inspection software — it’s a source of data for engineering, manufacturing and customers, as well as a common platform to communicate that data.
-
A 100-Year-Old Measurement Tool That is Still Used Today
The reed mechanism was a breakthrough in high-precision measurement and is still used today for sub-micron or even nanometer resolution applications.
-
Machined Part Geometry Measurement
Uncertain about uncertainty? Having trouble remembering the difference between accuracy and precision? Read on to review key metrology terms relevant to the ISO Guide to the Expression of Uncertainty in Measurement (ISO GUM).








