
Overcoming the Challenges of Threading Hardened Parts
Threading hardened parts resulted in long cycle times and fast tool wear for one shop. Seco's Secomax CBN200 insert grade reduced threading cycle time by a third.

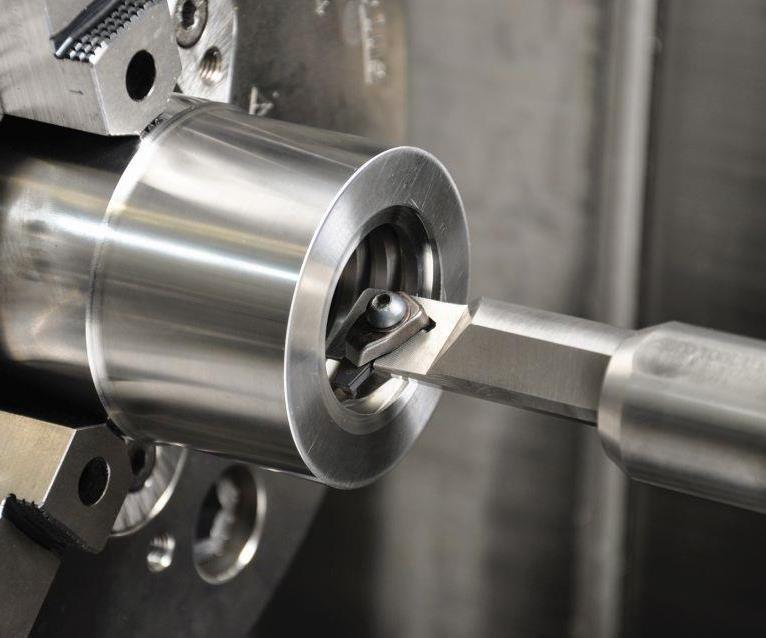
The toolholder body for this internal threading operation uses a dense material with added tungsten.

With the part in the hardened state, the threading operation for the ACME thread requires nearly 40 passes at shallower depths of cut than if the part was in the soft state.

This CBN-tipped trapezoidal insert was designed to offer toughness, wear resistance and long tool life. It is said to have reduced threading cycle time for the hardened part by 33 percent.
Share














Phillips Corporation - Education
Featured Content
View More
Phillips Corporation
Featured Content
View MoreApplications for the medical, aerospace, and oil and gas industries commonly require hardened components that offer high strength, wear resistance and a quality surface finish. However, the typical production of such parts can be time-consuming and costly in that they are often machined to near-net shape in the soft or “green” state and then finish-machined after hardening via heat treatment.
Multiple process steps increase the chance for human and operational errors that can lead to a scrapped part. The potential for logistical issues, incorrectly loaded parts or warped parts due to heat treating leads shops to consider machining them complete in house from hardened material, enabling them to gain more control over their overall part production process.



According to Seco Tools, the ability to not only mill, turn, drill and, in particular, thread harden material proved quite a challenge for one particular shop. The material was chilled iron with a hardness of 70 HRC. The part was 5 inches in diameter with a 2.5-inch bore that required a 4-inch-long internal 2 ACME thread (this is a large, actuating-type thread form with a thread depth of approximately 0.265 inch). In addition, the part required several 1/4-20, 0.6-inch-deep threaded blind holes.
The timely launch of a new product line hinged on this shop’s ability to quickly and cost-effectively produce the components with these features. Unfortunately, it was unable to thread the parts in their hardened state, despite trying various carbide, cubic boron nitride (CBN) and other types of tooling. The shop did consider threading the parts in their soft state and then chasing the threads after they were hardened. However, it found this to be an unworkable solution because it required multiple operations, and the long machining cycles and short tool lives extended production time.
When the shop contacted Seco tooling specialists Don Halas and Aaron Eller for help, both immediately ruled out a carbide tool, because such a tool would wear out before completing the entire thread form. Instead, they suggested Seco’s standard universal Secomax CBN200 insert grade. This grade is said to be well-suited for heavily interrupted cuts in steels and cast irons. For the shop’s internal threading operation, Seco enhanced the insert’s geometry and edge preparation to contend with the hard and highly abrasive chilled iron. The resulting Secomax CBN200 CBN-tipped trapezoidal insert was designed to offer the toughness, wear resistance and long tool life the shop needed. In fact, the enhanced insert reduced threading cycle time by 33 percent, Seco says.
Under normal/soft part conditions, a carbide tool would generate the ACME thread in approximately 18 passes. With the part in the hardened state, the operation required nearly 40 passes at shallower depths of cut. That number of passes, according to Mr. Eller and Mr. Halas, was quite acceptable, considering the alternative of first machining in the soft state. Mr. Halas notes that this operation was a first for the customer and for Seco. “We had to design, produce and specify all the components, including the insert, holder and cutting parameters, specifically for this shop and this job,” he says.
This threading application required high rigidity and strength in the toolholder and machine tool performing the operation, too. Seco produced two versions of a toolholder made from a heavy, dense material with added tungsten: one using a C-lock hole-clamping style for confined machining operations and the other using a pin-lock-and-clamp style for general and heavy-duty applications.
Toolholding also had a profound effect on the part’s blind-hole threading operations. Initially, a CBN-tipped drill and a standard carbide thread mill were used to create the threaded holes. Using this approach, the shop could produce two or sometimes three complete threaded holes. “Then we decided to put the thread mill in a shrink-fit toolholder,” Mr. Halas explains. “Doing so increased its the output to approximately eight holes, but the drill still only lasted for maybe three holes. This was when we incorporated circular interpolation to instead hard-mill the holes, which delivered three times the tool life compared to the drill.” The diameter of the circular-interpolated milled hole was approximately 0.2 inch. The tool used was a standard solid-carbide Jabro end mill in a shrink-fit toolholder.
According to Seco, once the shop realized all that was achieved with the hardened part, it had the toolmaker evaluate many of its other machining operations, asking Seco to identify other parts and operations that could be optimized through tooling changes and/or tweaks. At peak periods of demand, the shop now machines thousands of the hardened parts per year, Seco says.
“There was really nothing new, tooling-technology-wise, involved with this project,” Mr. Eller says. “CBN has been around for a long time, as has carbide. But what was key to the project’s success was that we evaluated the whole part process. We went from the beginning all the way to the end and developed the tooling that would optimize all aspects and enable the shop to achieve its machining goals.”








Related Content

Sumitomo Turning Grades Increase Tool Life for Machining Titanium Alloys
Eastec 2025: The AC9115T and AC9125T turning grades feature Sumitomo’s Absotech coating technology and tungsten carbide-based composition, which suppresses chemical reactions with titanium alloys and increases wear resistance.
Read More
When ‘U’ Want to Turn on a Mill
A U-axis head can be a good option for shops hoping to perform turning and boring operations on a CNC milling machine.
Read More
Kennametal Turning Tools Improve Chip Evaluation
TopSwiss turning inserts are engineered for low-feed, high depth-of-cut applications across industries.
Read More
Durable Tooling Cuts Cycle Times for Tough Turn-Peeling Job
Kennametal’s KCU25B tooling proved durable enough for turn-peeling a lengthy austenitic stainless steel 1.4435 rotor while reducing cycle times.
Read MoreRead Next

Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More