
Buying a Grinder: The Abrasive Process
The prospective buyer of a new grinding machine should be aware of the ins and outs of the abrasive process, how abrasive bonds work and the various forms of wheel dressing.
This blog post was adapted from an article by Barry Rogers published in the Machine/Shop supplement to November 2018’s Modern Machine Shop magazine.
Share




Phillips Corporation - Education
Featured Content
View More




Phillips Corporation
Featured Content
View More





In last post on the subject of grinding machines, we talked about the basic appeal of grinders and how they are constructed. Now, we look closely at how the abrasive process works and what it means for the shop owner in the market for a new machine.
An Abrasive Process
Grinding is an abrasive machining process that uses a grinding wheel as the cutting tool. A grinding wheel consists of hard, sharp-edged particles. When the wheel spins, each particle acts like a single-point cutting tool.



Grinding wheels are available in a multitude of sizes, diameters, thicknesses, grit sizes and bonds. Abrasives are measured in grit or particle size and range from 8-24 grit (coarse), 30-60 (medium), 70-180 (fine) and 220-1,200 (very fine). Coarser grades are used where relatively high volumes of material must be removed. Finer grades are generally used after a coarser grade to produce a smoother surface finish.
Grinding wheels are made from a variety of abrasive materials including silicon carbide (generally used for non-ferrous metals); aluminum oxide (used for ferrous high-tensile-strength alloys and wood; diamond (used for ceramic grinding or final polishing); and cubic boron nitride (generally used for steel alloys).
Abrasives can be further classified as bonded, coated or metal-bonded. Bonded abrasives consist of abrasive grits that have been mixed with binders and then pressed into the shape of a wheel. They are fired at a high temperature to form a glassy matrix, commonly known as vitrified abrasives. Coated abrasives are made of abrasive grits bonded with resin and/or glue to flexible substrates such as paper or fiber. This method is most often used for belts, sheets and flap disks. Metal-bonded abrasives, most notably diamond, are held together in a metal matrix in the form of a precision wheel. The metal matrix is designed to wear away to expose the abrasive media.
Wheel Dressing
During the grinding process, the abrasive wheel can wear, become dull, lose its profile form or “load up” as swarf or chips stick to the abrasive. Then, rather than cutting, the abrasive wheel begins rubbing the workpiece. This condition creates heat and reduces the effectiveness of the wheel. When the wheel loads up, chattering will occur, and the workpiece surface finish will be affected. Cycle times will increase. At this point, the wheel must be “dressed” to sharpen the wheel, thereby removing any material lodged on its surface and returning the wheel to its proper form, as well as bringing fresh abrasive grit to the surface.
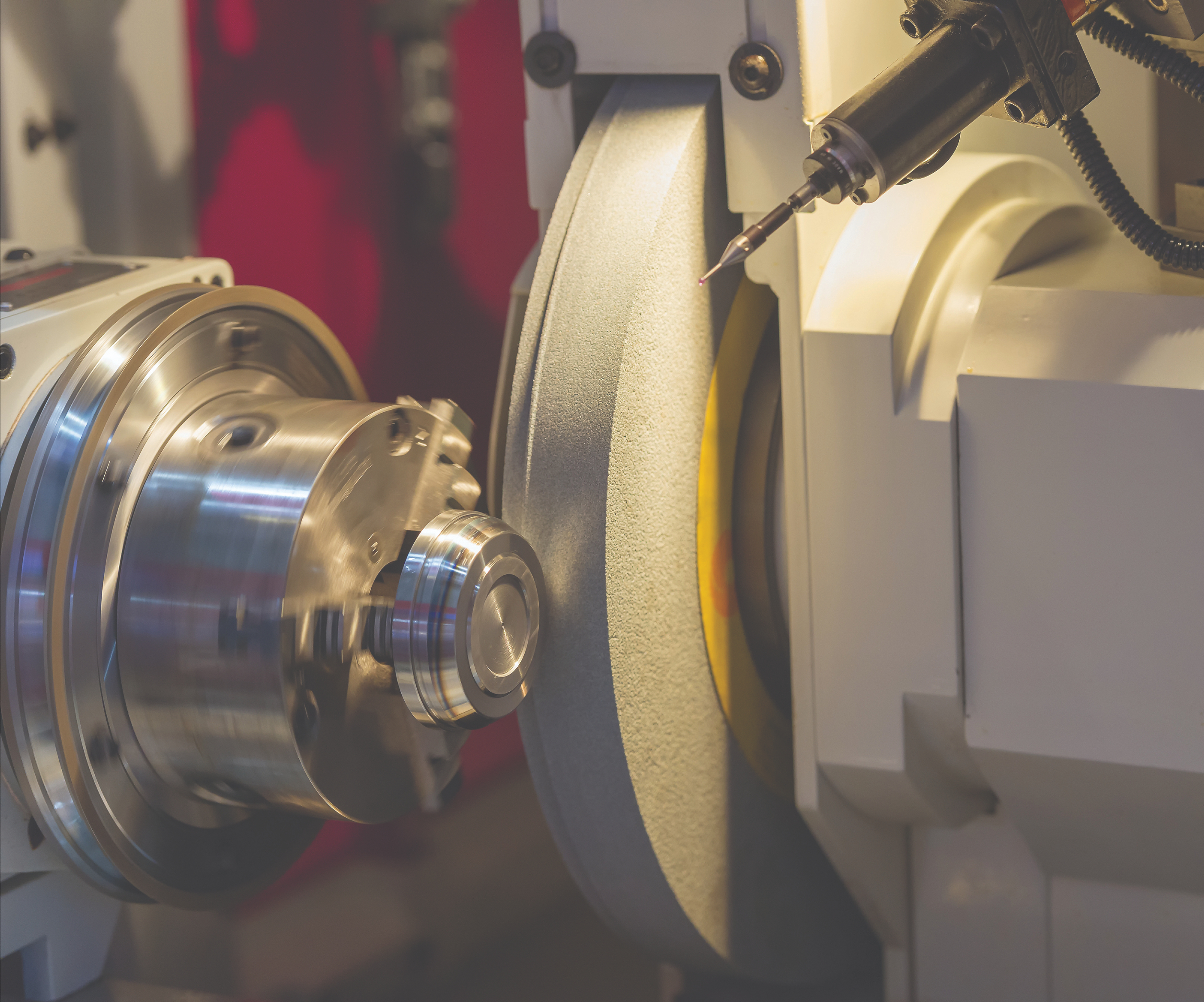
Many types of wheel dressers are utilized in grinding. Most common is a single-point, static, on-board diamond dresser that sits in a block, usually positioned on the machine’s headstock or tailstock. The face of the grinding wheel is passed over this single-point diamond and a small quantity of the abrasive wheel is removed to sharpen it. Two or three diamond blocks can be used to dress the face, sides and form of the wheel.
Rotary dressing is now becoming a popular method. A rotary wheel dresser is coated with hundreds of diamonds. It is often used in creep-feed grinding applications. Many manufacturers have found rotary dressing to be superior to single-point or cluster dressing for processes that require high part production and/or close part tolerance. With the introduction of vitrified superabrasive grinding wheels, rotary dressing has become a necessity.
A swing dresser is yet another type of dresser that is used for large form wheels which require deeper and longer dressing travel.
Offline dressers are used primarily to sharpen the wheel away from the machine while using an optical comparator to verify form profiles. Some grinding machines use wire EDM to dress metal-bonded grinding wheels still mounted in the grinder.








Related Content

How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Considerations for Revising Design for Manufacturing Efforts
When revising part designs, investigate the 3D CAD, the 2D drawing and the part’s functional requirements to determine which details should be tightened up.
Read MoreRead Next

Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More