
Centerless Grinding: Not Magic!
Achieving consistent and quality results from the centerless grinding process requires an understanding of the basic fundamentals. Most application problems associated with centerless grinding derive from a misunderstanding of the basics. This article explains why the centerless process works and how to use it most effectively in your shop.

Share






Phillips Corporation - Education
Featured Content
View MorePhillips Corporation
Featured Content
View More








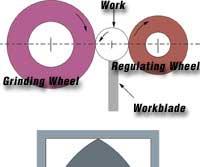
Setting the centerline of a workpiece on the centerlines of the grinding and regulating wheels will not produce rounding. In this setup, any high spot will create a diametrically opposite low spot. Over time, the workpiece will look like the exaggerated shape shown at the bottom.
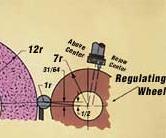
The drawing above illustrates how the diamond block can be set to obtain true line contact on the regulating wheel. The drawing on the right illustrates a quick check to determine if the thrufeed setup is correct. The wear line on the workblade should be parallel to the top of the blade edge.
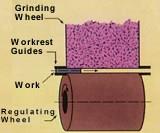
Thrufeed grinding is generally applied to continuous, volume production applications. The wheels are dressed in such a way that the workpiece is driven through the cutting zone, across the face of the grinding wheel. Often a single pass is sufficient to finish the workpiece.
To enable the centerless grinding process to create rounding action on the workpiece, it must be placed above the centerline of the wheels. In this setup, high spots no longer create diametrically opposed low spots. Instead, the high spots are ground and a gradual rounding of the workpiece takes place.
It's a good bet that grinding is the metalworking process most associated with "black art" and "smoke and mirrors." Much of this mythology is perpetuated by a general lack of understanding of the basic fundamentals that make grinding applications successful.
Of the grinding processes, centerless is certainly among the least understood from a fundamental perspective. On the surface it indeed does tend to defy much of what we think we know about cutting metal.



Most obvious is the apparent lack of workholding. The part just lies between the regulating and grinding wheel seemingly free to exit the cutting zone at will. Yet it doesn't—usually.
So how does centerless grinding work, and what are essential components that need to be understood to achieve successful part processing, consistently and predictably? We visited Cinetic Landis Grinding Corp.'s Milford, Ohio, technical center where it handles application development and service of the Landis Cincinnati line of centerless grinding machines. We spoke with Greg Payne, the company's bid and proposal manager, about the fundamentals of centerless grinding specifically, why the process works and how understanding that translates into successful part processing.
What Is Centerless Grinding?
Centerless grinding is an OD grinding process. It differs from other cylindrical processes in that the workpiece is not mechanically constrained. On traditional OD machines, the work is held between centers or chucked and rotated against the faster spinning grinding wheel by an external motor usually located in a workhead.
Unlike center-type or chucker-type grinding, parts made using a centerless process do not require center holes, drivers or workhead fixtures. Instead, the workpiece is supported on its own outer diameter by a workblade located between a high speed grinding wheel and a slower speed regulating wheel with a smaller diameter.
It's the relationship among these three basic components—grinding wheel, regulating wheel and workblade—that makes the difference between a successful centerless grinding application and one that gives headaches and bad parts.
Why Centerless Works
In cylindrical grinding, understanding the process is relatively straightforward. A workpiece, supported by centers or a chuck, is rotated against the grinding wheel, which is fed in a prescribed distance radially (plunge grinding) or traversed axially across the workpiece to create the desired OD dimension.
On the centerless grinder there are no centers, so it would appear that there is no means to control the workpiece size or roundness. However, quite the opposite is true.
Centerless grinding, if set up properly, will achieve roundness, surface finish and dimensional tolerances that are among the best available in metalworking. Moreover, the process is able to improve the roundness of out-of-round workpiece blanks.
Creating roundness from out-of-round conditions is the claim to fame of the centerless grinding process. It does this by virtue of the relationship among the grinding wheel, regulating wheel and the workblade.
Side-viewed, from the operator's perspective, the centerless grinder has the grinding wheel on the left, workblade in the middle and the smaller diameter regulating wheel on the right. For most applications, the centerline of the grinding wheel and regulating wheel are in the same plane, at equal heights above the machine bed.
Infeed centerless grinding is analogous to plunge grinding on a center-type machine. The work is placed on the blade, and the regulating wheel moves into a programmed feed to begin the grind. The work does not move axially in this type of centerless grinding.
To achieve rounding action, the workblade must be set so that the centerline of the workpiece is above the centerline of the grinding and regulating wheels. This is a critical relationship for successful centerless grinding.
If the workpiece rests on a flat workblade that is on center with the regulating and grinding wheels, the contact points form three sides of a square. As the part is ground in this setup, any high spot on the workpiece will shift the work slightly on the blade, allowing the grinding wheel to cut a directly opposite low spot. Over time this setup will create three lobes on the workpiece that may be dimensionally accurate but far from round.
Setting an angled workblade so it slopes toward the regulating wheel and supports the workpiece centerline above the centerline of the regulating and grinding wheels is how the centerless operation is able to generate roundness. In this setup if a high spot comes in contact with either the blade or the regulating wheel, it does not create a directly opposite low spot because of the angle created between the centerlines of the wheels and workpiece.
Instead of grinding a lobe shape in the workpiece, the high spot is gradually reduced by the action of the grinding wheel. So rather than creating a low spot on the periphery of the work equal to the high spot, the grinding wheel generates a proportionally smaller low spot at its contact with the workpiece.
To better visualize this rounding action, imagine a workpiece with several high spots. Now imagine that part being ground with only a single rotation. When the part is removed, it would show only the high spots had been touched.
The angle of the workblade helps keep the workpiece in contact with and under the control of the slower rotating regulating wheel to resist any tendency to "spin up" to the speed of the grinding wheel. In some cases, a spin-up can take a workpiece from 850 rpm to near 60,000 rpm in the blink of an eye. This is not something you want to have happen.
Setup Keys
To get the centerless grinding operation started, the workblade height must be set. This will control the workpiece centerline, the height above the centerline of the two wheels that determines the rounding action of the centerless grinding operation.
"One of the most common setup mistakes we see," says Mr. Payne, "is incorrect measurement of the workpiece height. This is a critical dimension and should not be guessed."
A rule of thumb for setting the correct height for a workpiece that is up to 1 inch in diameter is to have one half of the workpiece diameter above the centerline of the grinding and regulating wheels. So, for a 1 inch diameter workpiece, the height should be a half inch above the wheel's centerline. "This is the primary starting point for most centerless grinding setups," says Mr. Payne.
Most centerless grinding machines give the distance from the top of the lower slide to the centerline of the grinding wheel and regulating wheel as one of the specifications. For example on Cincinnati's DE model centerless grinders, this distance is 9.875 inches. Mr. Payne points out that this measurement varies among machine manufacturers and models.
With this known dimension, the next step to get the correct blade height calculation is to add the workpiece height above center to the distance between the slide and wheel centerline. For a 1 inch diameter workpiece on a Cincinnati DE model, the workpiece center height needs to be 10.375 inches measured from the lower slide.
"There are numerous ways to get this measurement," says Mr. Payne. "Ultimately though, the machinist needs to end up with one half of the workpiece above the centerline of the wheels, resting one-third of the way down from the top of an angled workblade and against the regulating wheel. This will provide good rounding action and stable grinding conditions."
Centerless grinding workblade angles range from 0 to 45 degrees. For most centerless grinding applications, a top blade angle of 30 degrees seems to provide the best results. "The basic rule is the steeper the angle of the blade the faster the rounding action," says Mr. Payne. "There are limits, however. For larger diameter and longer work, a shallower blade angle is best. Choosing 30 degrees is a good general starting point for top blade angle."
Also, setting the regulating wheel slow, at about 30 rpm, is a point to begin optimizing the centerless grinding process. Obviously, this regulating wheel rotation speed is dependent on work diameter and stock removal rates required. But 30 rpm is a good place to start.
Kinds Of Centerless Grinding
Like center-type cylindrical grinding, which can use plunge or traverse motions to grind a workpiece, centerless grinding too has different ways to get the job done. The two most common centerless grinding techniques arie infeed and thrufeed.
Setting up for infeed is the less complicated of the two. Although workpiece height is important, proper workblade and wheel profiles are a must to obtain the required step relationship of the finished workpiece.
The workpiece is placed between the wheels, and the grinding cycle begins. After spark-out, the finished part is removed and the next one goes in. Infeed centerless grinding is analogous to plunge grinding on a center-type machine in that the workpiece is static in the axial direction. rFor continuous, production-type centerless grinding, the thrufeed method is very effective. Thrufeed grinding is accomplished by passing the workpiece between the grinding and regulating wheel. Basically, raw material goes in one side of the grinding zone, and finished workpieces come out.
The work is driven axially between the wheels by inclination of the regulating wheel relative to the grinding wheel. Because all of the points to be ground on the workpiece contact all the points on the wheels, this centerless grinding method is best applied to straight cylindrical parts without shoulders or other interfering features.
In thrufeed grinding, the regulating wheel is inclined, creating a feed angle relative to the grinding wheel. This feed angle allows the regulating wheel to perform the dual purpose of rotating the workpiece against the grinding wheel and driving the workpiece across the face of the grinding wheel.
The regulating wheel can be swiveled relative to the grinding wheel. However, to do its job and use the full width of the grinding wheel, line contact between the workpiece, grinding wheel and regulating wheel must be m˜aintained. Therefore, the regulating wheel must be trued with a diamond block located on the truing attachment. The diamond block is a device that adjusts the diamond contact relative to the workpiece height above the grinding and regulating wheel centerline.
"A quick check to see if the thrufeed setup is running correctly," says Mr. Payne, "is to look at the wear line across the top of the workblade. This line should be parallel to the top of the blade. If it runs uphill, from front to back, there is too much diamond block offset. It's the opposite if the line runs downhill."
Is Centerless Grinding For You?
Traditionally, centerless grinding is found in shops involved in high volume production runs. That's still an important segment for the technology.
Increasingly, though, the advantages of centerless grinding, such as rapid rounding and accuracy, are finding application in shops that run relatively shorter job lot sizes. The enabler for this is the application of CNC and servomotor technology to the centerless grinding machine. With electromechanical actuation of slides, dressers and truing attachments, setup of the centerless machine is a much less daunting and time consuming exercise. Moreover, the ability to program grinding and regulating wheel contours using CNC actuated truing attachments eliminates the need for profile cams, which take time to manufacture and are usually less accurate. Centerless grinding is successfully applied to manufacture of parts ranging from hypodermic needles to bowling balls. The principles of the process remain the same regardless of the workpiece. Like most metalworking processes, centerless grinding is not magic, if you understand the fundamentals.








Related Content

Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Addressing Manufacturing Challenges with Automation
GrayMatter Robotics’ Physical AI robotic cells for manufacturing offer immediate impact and results.
Read MoreRead Next

Between Centers And Centerless Grinding In One Setup
It sounds like a contradiction in terms-between centers and centerless grinding on one machine. But for some categories of workpieces, it's a viable production process that can yield machining time reductions of 45 percent over separate grinding operations.
Read More
Faster Setup for Centerless Grinders
The new series of Jupiter centerless cylindrical grinding machines from Erwin Junker Machinery (Elgin, Illinois) addresses the limitations to applying this process to small- to medium-sized batches.
Read More
Laser Measurement Enables Closed-Loop Centerless Grinding
This laser measurement system not only measures ground part diameters, but can also signal a grinder's control to make process adjustments on the fly.
Read More