
Move to Single-Pass Honing Cuts Stator Scrap
This automotive Tier 1 supplier reduced scrap on its variable valve timing (VVT) stator bores by replacing roller burnishing operations with a Sunnen VSS-2 single-stroke honing machine.

The VSS-2 model used to finish VVT stator bores at Cloyes Gear and Products’ plant in Subiaco, Arkansas, features four spindles. Each takes a single pass, using diamond honing tools to progressively remove 0.003 inch (0.076 mm) of material. The company produces approximately 4,000 of these parts per day.
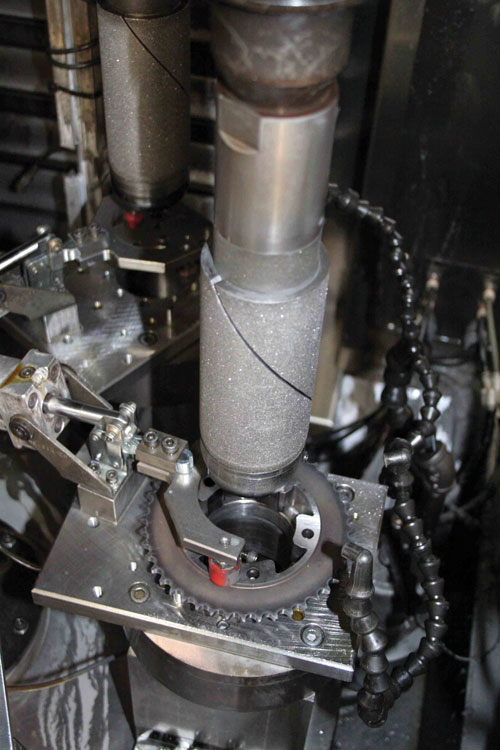
The segmented bore is finished to a roundness of 50 microns and total tolerance of 80 microns.

To improve productivity and durability, the VSS-2 is equipped with a standard 7.5-kW (10-hp) spindle motor, a cast iron spindle carriage, a thermal-resistant composite base, and a thick steel tooling plate. According to Sunnen, the precise, independent alignment of the spindles produces better bore geometry compared with machines that use an “average” alignment for all spindles.
Share









VVT stators measure 23 mm long and 84 mm in diameter.)




.png;maxWidth=300;quality=90;format=webp)







Related Content

SW North America Multispindle Machining Centers Boost Efficiency
SW North America’s BA W06-22 and BA 322i multispindle machining centers are well suited for diverse industries, including automotive, e-mobility, medical devices, aerospace, agriculture and construction equipment.
Read More
New Coolant Designed for Automotive Parts Production
Choosing the right coolant is critical for productivity, economic efficiency and machining quality.
Read More
Faster Programming and Training Helps Automotive Shop Thrive
Features that save on training, programming and cycle times have enabled Speedway Motors to rapidly grow and mature its manufacturing arm.
Read More
Kennametal Solid Carbide End Mills Enhance Versatility, Cost Efficiency
Kennametal Inc. introduces the GoMill Pro solid carbide end mill lineup, designed for general engineering, transportation, energy and medical shops cutting steels, stainless steels and cast iron.
Read More