
Touchscreen Scheduling Eases Burden of Change Orders
Littlestar Plastics had to change its magnetic scheduling boards multiple times per day, so it switched to Henning's Touch Scheduling Board for flexible, instantaneous scheduling.

Scheduling at Littlestar Plastics is now completely automated. From the Touch Scheduling Board, employees can reschedule jobs...
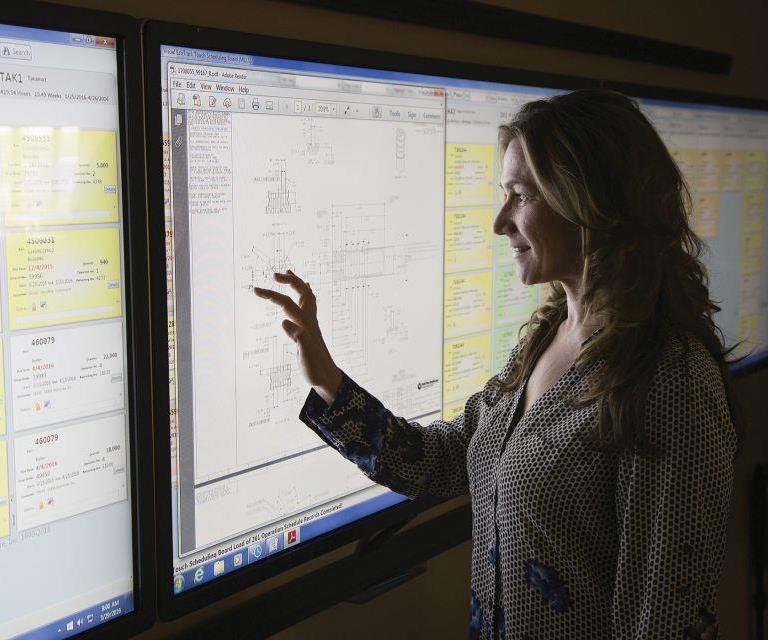
...or pull up all the documentation related to the job since the scheduler integrates completely with Henning’s Visual EstiTrack ERP software.

The goal is to eventually have small monitors on the wall in each of the production departments, and ultimately at each machine so operators can pull up any information related to the parts they are working on.

Two employees were once dedicated to running around the shop floor, making changes to magnetic scheduling boards. Automated scheduling enables the company to meet its chaotic scheduling changes and fast turnaround times while making better use of all its employees.
Share




Phillips Corporation - Education
Featured Content
View More








Phillips Corporation
Featured Content
View More

Littlestar Plastics in Rockford, Illinois, says it has earned its business by providing a quick turnaround. Today, the company has created a niche for itself that requires it to produce and deliver critical parts to critical industries within almost unheard of delivery schedules. However, to keep these schedules, the company previously had dedicated two employees to running around the plant changing delivery dates on its magnetic scheduling boards. To make better use of its valuable employees and have more control of the production process, Littlestar worked with Henning Software to develop an entirely automated scheduling board, making flexible scheduling of the entire shop instantaneous.
Littlestar Plastics got its start in 1991 as a machine shop. The fact that it ended up machining plastics was a complete quirk of fate, says company President Phil Preston. It now produces prototypes as well as pre-production and production-machined, ultra-precise plastic parts in engineering-grade materials for the aerospace, automotive, medical, food-grade-product and defense industries. The shop earned its first job machining plastic by promising a quick turnaround. It was that promised turnaround time that catapulted the company into a niche that Mr. Preston describes as “an inch wide and a mile deep.” Twenty CNC mills, including four-axis and five-axis vertical mills with 120 tools, live-spindle turning and subspindle Y-axis lathes, fill the shop floor.



“Our big customers are not unlike any other big customers out there,” Mr. Preston says. “They want to reduce their inventory and lead times. They want to hold their prices. That environment means that for us to be competitive, we have to sometimes be able to do a one-minute setup, a batch size of as little as one and provide short lead times. In these scenarios, the schedule changes so chaotically that part-order quantities and part-order deliveries are changing constantly. Change orders are actually the order of the day,” he says.
Before automated scheduling, a newly created shop order was written on a magnetic strip and dropped off with the machine operator who then put it on a magnetic board. The same process had to be repeated multiple times a day when there was a change in either delivery dates or quantities. This production method was impractical.
Mr. Preston realized a potential solution was right under his nose. Since the mid ‘90s, his company had been using the Visual EstiTrack enterprise resource planning system from Henning Industrial Software Inc. (Hudson, Ohio) to manage the entire plant. During that time, Mr. Preston and Henning President Rich Henning forged a close relationship. As Littlestar grew, Henning grew, and continued to improve and refine its software. Mr. Preston offered to help fund the creation of an entirely new way to track production through his plant. As a result, the Henning Touch Scheduling Board was designed to fully integrate with Henning’s Visual EstiTrack.
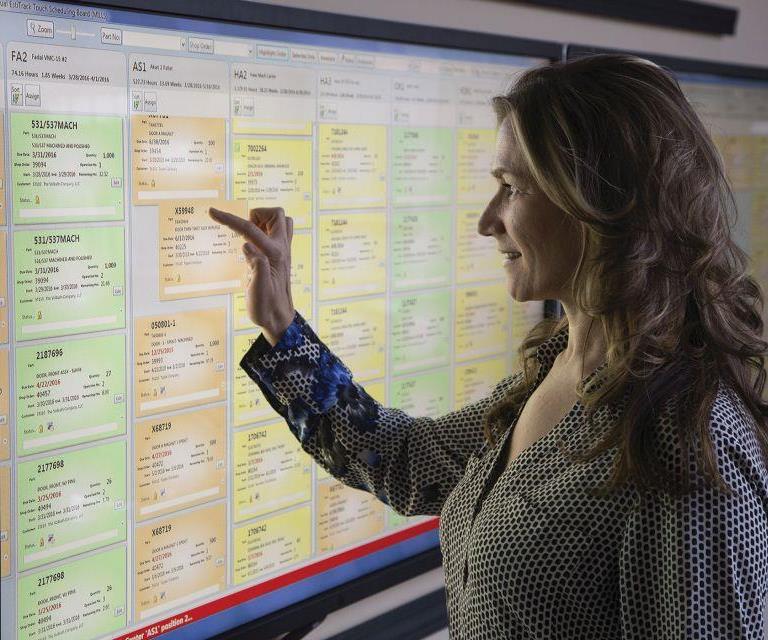
To easily adapt the product in the plant, Henning’s engineers created an easy-to-use touchscreen board that simulates the way plant managers used the magnetic boards. According to Littlestar’s plant manager, Matt Erickson, the learning curve was almost non-existent. “We were literally up and running the same day,” he says.
Littlestar’s production office now features three 55-inch touchscreen monitors, all running the scheduling software. Each monitor addresses a different type of machinery (mills, lathes, molding machines, etc.) The goal is to eventually have small monitors on the wall in each of the production departments and ultimately at each machine so operators can pull up the drawing for any part they are working on.
For each shop order, the board shows operations in the order in which they will be done. Mr. Erickson says he can easily see if there are mistakes in quantity or rates before they become a problem downstream. When a job is complete, it is indicated by a green checkmark. He can reroute, reschedule and rearrange operations; change quantities; change the materials; and do much more. If he touches a particular job on the screen, he can pull up all the documentation related to that job, since the Touch Scheduling Board is completely integrated with the Henning EstiTrack ERP system. For instance, all of the quality documents for a particular job can be accessed right on the screen. The system even enables Mr. Erickson to schedule people on certain machines. It covers personnel, quality, inventory, purchasing, production and machine scheduling.
“The beauty of this system is that it gives you a visual representation of your load at any given machine at any given time. It allows you to see where you have open capacity,” Mr. Preston says.
The Henning scheduling board is a valuable tool for the company. For example, Mr. Preston says that if Littlestar takes on a job for an aircraft supplier, that supplier might have to qualify its parts in what is known as “qual” testing. Littlestar notes that the customer needs to have flight test parts by a certain date in the schedule. If the part fails during testing, it must be redesigned. The catch is that the redesigned parts will still need to be produced by the original delivery date. In fact, Mr. Preston says there can be millions of dollars in penalties if the supplier doesn’t have the parts ready on time. In this case, the burden falls on Littlestar to produce the parts on time, and the scheduling system helps ensure that the company meets the deadline.
“The bottom line is this,” Mr. Preston says. “We look at how much we are selling compared with how many people we need to complete those sales. If we can maintain our employment level while increasing our sales, I’d say that’s a pretty good metric. And that is exactly what we are doing.”
The people who were once chasing jobs on the floor are now doing more productive things that are resulting in higher sales and profits and lower inventory levels, Mr. Preston says. Most importantly, when a customer asks how Littlestar tracks jobs through the shop, he can show them a touchscreen tracking program with complete traceability. All parts, all inspection data and all quantities are concise and controlled.
“Our goal is to minimize run quantity while maximizing throughput,” he says. “In other words, we want to ship everything that we run with no waste. If we have a smooth, seamless production system in place that benefits all, we maximize throughput and, ultimately, profits. Thanks to our friends at Henning Software, that is now a reality.”















Related Content

4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read More
10 Robotic Solutions You Can Find at IMTS 2026
Discover how today’s robots and cobots are making it easier than ever to automate tasks, free up skilled workers, and run machines unattended – even in small and midsized shops.
Read More
Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read MoreRead Next

Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More