
Changing up From a Manual to an Automatic Pallet Changing System
A Michigan manufacturer describes its progress with pallet-changing systems, advancing from manual to automatic pallet-switching on its VMCs.

Group leader Don Donahey blows out the workholding equipment on an automatic pallet changer supporting a VMC.
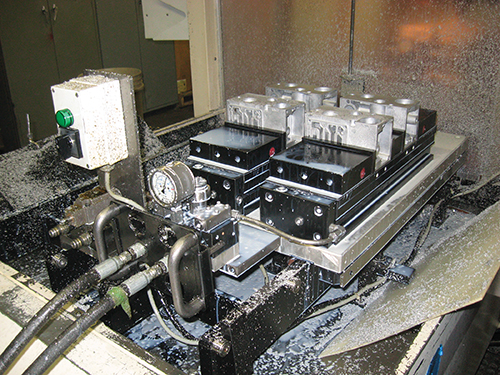
The pallets are moved in and out of the machine by a servomotor. The clamping is automatic, with a shot pin holding everything in place.

Group leader Randy Walters sets up a job with a manual, side-by-side pallet changer. This equipment allows the operator to load and unload workpieces on a pallet outside the machine, while the VMC produces parts inside the machine.
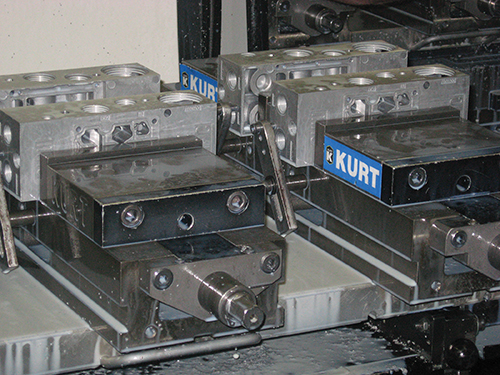
The manual pallet changer not only gave the machine shop additional productivity benefits, but it also offered other advantages. It can comfortably fit three double-lock vises on each pallet, and operators can run parts in each vise.

Exchanging pallets to transition one machining cycle to the next can be completed in 15 seconds on the manual pallet changer. In the past, the machine tool waited while the operator changed the setup or loaded parts.
Mark Lewkowicz (left) and his son John stand in front of the automatic pallet changer. John is studying entrepreneurial engineering at Western Michigan University but comes back to assist at the shop on breaks and during the summer.



In search of cost-effective productivity improvements, Landis Machine Shop President Mark Lewkowicz looks for small, inexpensive measures to upgrade the equipment he already owns. Recently, he upgraded an upgrade. An automatic pallet changer had been added to a vertical machining center to reduce setup time. A machine operator suggested improving on this change by installing an extra vise on the pallets to take advantage of a small amount of table space left empty ahead of the fixturing for the parts usually run on this machine. This enabled multiple jobs to be simultaneously setup and run in the same cycle.
Mr. Lewkowicz frequently re-imagines the shop operations at Landis, asking himself what little steps he can take to make improvements such as enhancing productivity or combatting machine operator fatigue. Located in Romulus, Michigan, Landis Machine Shop manufactures components for the air valve industry. Most of the part numbers produced in the 10-person contract shop have among their machined features a threaded pipe hole ranging in size from 1/16 to 2 1/2 inches in diameter. Traditionally these holes were manufactured with a pipe tap, but the majority of them today are machined by thread milling with helical interpolation, Mr. Lewkowicz says. In addition to air valve parts, the company also manufactures valve bodies for fire extinguishers and natural gas applications.



Mr. Lewkowicz already was searching for ways to improve operations in the late 1990s while examining the production efficiency of his VMC. The company was losing valuable time to setup, he says, loading and unloading the parts, and blowing out the workholding equipment. The machining centers sat idle while operators completed these tasks.
The solution he installed first was a side-by-side manual pallet changer from Midaco Corp. This equipment allowed operators to perform setup more efficiently, enabling them to load and unload workpieces on a pallet outside the VMC while the machine produced parts on another pallet inside. The manual pallet changer comfortably fit three double-lock vises on each pallet, and operators could run parts in each vise. They could also take a long workpiece and put it across all three vises, allowing them to utilize the full 30-inch travel of the VMC in the X axis.
Mr. Lewkowicz says the manual pallet changer increased productivity on air valve components by at least 25 percent. Before, the delay for blowing out the vises alone could run anywhere from 30 seconds to a minute, depending on the complexity of the fixturing. Part loading and unloading added to the delay. Once the manual pallet changer was in use, however, operators could complete job-to-job change-overs in only 15 seconds, he says.
However, all of that efficiency gain came with increased effort. With the manual pallet changer, an operator had to manually pull one pallet out, blow out the chips, then manually move the next pallet into the machine and clamp everything down. “It’s a very labor-intensive task,” Mr. Lewkowicz says. In addition, the same operator was performing more setups or part loading and unloading to match the increased in-cut time. “By the end of the day you have operator fatigue,” he says. He wanted to step up to a process that was not just time-efficient but effort-efficient as well.
From Manual to Automatic
As the workload at Landis increased, thanks to increased business from the air valve industry, Mr. Lewkowicz invested in an additional vertical machining center. The volume of one particular part grew to around 800 pieces per month, enough demand to justify pallet changing for the sake of VMC productivity. This time, he purchased a Midaco 30SD automatic pallet changer to assist with the quantity demands.
Compared to the manual pallet changer, the automatic system takes almost all of the effort out of the hands of the machine operators. The pallets are moved in and out of the machine by a servomotor. The clamping is automatic, with a shot pin holding everything into place. Performing the pallet switch essentially comes down to just the push of a button. The operator pushes this “Pallet Ready” button when setup or part loading is completed on the next pallet, which clears the machine to load this new pallet as soon as the job on the current pallet is done.
Adding a new programmable logic controller (PLC) has recently improved the overall operation of the automatic pallet changer. For example, if the receiver on the machine unclamped in the past, it would remain unclamped forever. “It would just blow air until the operator stopped the machine. It could blow air all day,” says Mr. Lewkowicz. “The new PLC will shut the air off after so many seconds. This can significantly lower shop costs for compressed air.”
Drawbacks on the automatic pallet changer are minimal, according to Mr. Lewkowicz. The automatic pallet changer costs the machine some clearance space. The combined thickness of the receiver and the pallet that slides into it precludes the use of long tools in the machine because Z-axis travel is lost. However, this same effect also minimizes wear and tear on the Z-axis ballscrew and makes cycle times faster, he points out, so this effect could be seen as a tradeoff rather than a drawback.
With the addition of an extra vise on this automatic pallet changer (that was suggested by the machine operator), the shop also can take advantage of the entire workspace and set up multiple jobs on this machine to meet just-in-time demands. The vise lets Landis run a small job without disturbing the original setup and gives the shop the flexibility to run two jobs—say, four pieces of the main production job and one piece of a short-run job—in the same cycle. For example, “we can run a job of 100 pieces or less in the additional vise while running a job of hundreds in quantity on the same pallet,” Mr. Lewkowicz explains.
Together, the two pallet changers now in use at Landis have allowed the shop’s staff to routinely get all of its air valve work done in a single shift, eliminating the need to run an additional shift just for that purpose. The company has also been able to provide next-day and sometimes even same-day delivery. It is not unusual for the team to receive panic calls from customers pleading for delivery the same afternoon or the next morning. With pallet switching helping the shop to achieve the necessary levels of productivity, Landis has been able to handle these requests.
















Related Content

Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Machining Vektek Hydraulic Swing Clamp Bodies Using Royal Products Collet Fixtures
A study in repeatable and flexible workholding by one OEM for another.
Read More
Simple Workholding for Robotic Automation
Robotic automation relies on reliable workholding, and these modular pneumatic jaws make it simple.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
