
Gun Barrel Manufacturing Cell Combines Holemaking Operations
Precihole Machine Tools has introduced a dedicated manufacturing cell consisting of holemaking equipment to perform all necessary operations on the ID to convert a bar of metal to an assembly-ready gun barrel.


Three machines comprise the new gun-barrel manufacturing cell. Typically, these include a twin-spindle gundrilling machine such as the Precihole GVN 12C/2-100.
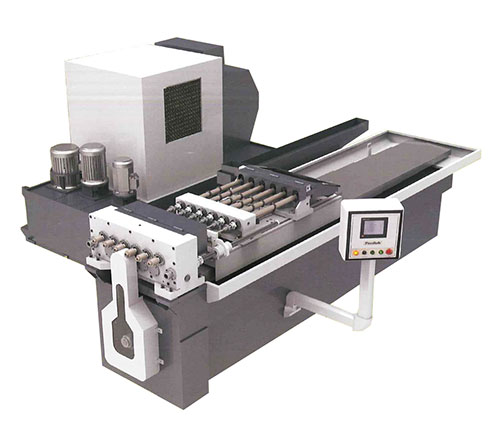
The second machine is a twin-spindle pull reaming machine such as the Precihole GRN 12/2-100.

The third machine is a single-spindle button-rifling machine such as the Precihole BRN 12/1.



In the last several years, despite an uncertain and fluctuating economy, the firearms industry has remained a robust sector of U.S. manufacturing. The pace of production has encouraged the development of new technology by companies supplying equipment to the industry. For example, to assist manufacturers of small arms with growing volumes of barrels, Precihole Machine Tools has introduced a dedicated manufacturing cell consisting of equipment to perform all necessary operations on the ID to convert a bar of metal to an assembly-ready barrel. One machine in the cell creates the basic center hole. Another machine performs pull reaming to improve the concentricity and finish of the hole. A third machine uses button rifling to carve the spiraled grooves needed inside the barrel.
Depending on the needs of the gun manufacturer, this barrel manufacturing cell can be configured to produce 2,500 to 15,000 gun barrels a month on a two-shift basis. Combining the machines in a single, dedicated cell reduces operator input, and helps improve and maintain consistent quality of the output, the cell designers say.



As described above, each machine in the cell performs a specific function. The first operation is gundrilling, which produces a hole concentric to the barrel centerline for all small arms calibers such as 0.223, 0.308, and 0.45 inch. Length of drilling can be as much as 40 inches. For this operation, the Precihole gundrilling machine model GVN 12C/4-100 has four spindles, each powered by a motor designed for low vibration and runout to achieve precise hole size and concentricity. The high torque of the motors is said to enhance fast, smooth drilling performance. Counter rotation of the part during drilling improves the gundrilling axis, resulting in extremely straight holes. The tool speed (spindle rpm) and feed rate are controlled by a Siemens PLC system that has sufficient memory to store as many as 100 programs. Coolant oil is recirculated in a closed system that incorporates a magnetic separator; chip conveyor; bag-type, 25-micron filtration unit, and a chiller to maintain temperature of the oil.
After gundrilling, the barrels are transferred to a four-spindle pull-reaming machine. The pull-reaming operation further improves straightness and generates a smooth, consistent surface finish. In this step, the long tool shank is passed through the barrel. Then the reaming tool is attached and is pulled back through it. By “pulling” rather than “pushing” the tool, concentricity of the barrel is high. This machine uses a coolant system identical to the one on the gun-drilling machine.
The last operation in the cell is performed on a single-spindle button-rifling machine. In this step, the barrel is loaded in a chuck and a carbide button is pulled through it while the barrel is rotating at a precise speed set by a servo motor. Rifling twist ratios are adjustable from 1-5 to 1-60, a value determined by the optimal “spin” a projectile must achieve for a consistent, long-range trajectory to the intended target. This operation is very quick compared to the prior drilling and reaming operations.
Precihole machines are imported exclusively by Absolute Machine Tools of Lorain, Ohio. The Precihole Technical Center is located in Mason, Ohio, a suburb of Cincinnati.












Related Content

Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Partial Automation Inspires Full Cobot Overhaul
Targeting two-to-four hours of nightly automation enables high-mix manufacturer Wagner Machine to radically boost its productivity past a single shift.
Read More
Niche Work If You Can Get It: A CNC Machine Shop Crafts Its Own Destiny
The latest innovations in metalworking aren’t always related to CNC automation or robotics. For Rosenberger North America, a 2022 Top Shops Honoree, it is the company’s niche processes that create the biggest successes.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More