
Improvement Versus Reinvention: Impressions from Virginia
A three-day journey through Virginia shows advanced manufacturing’s concern with pursuing lean principles when facing challenges rooted in the past and arriving on the horizon.

An employee at TMI Autotech looks over a part drawing in the facility’s machine shop. The company is increasingly being asked to machine small batches of parts for clients such as those that supply TMI with car components.
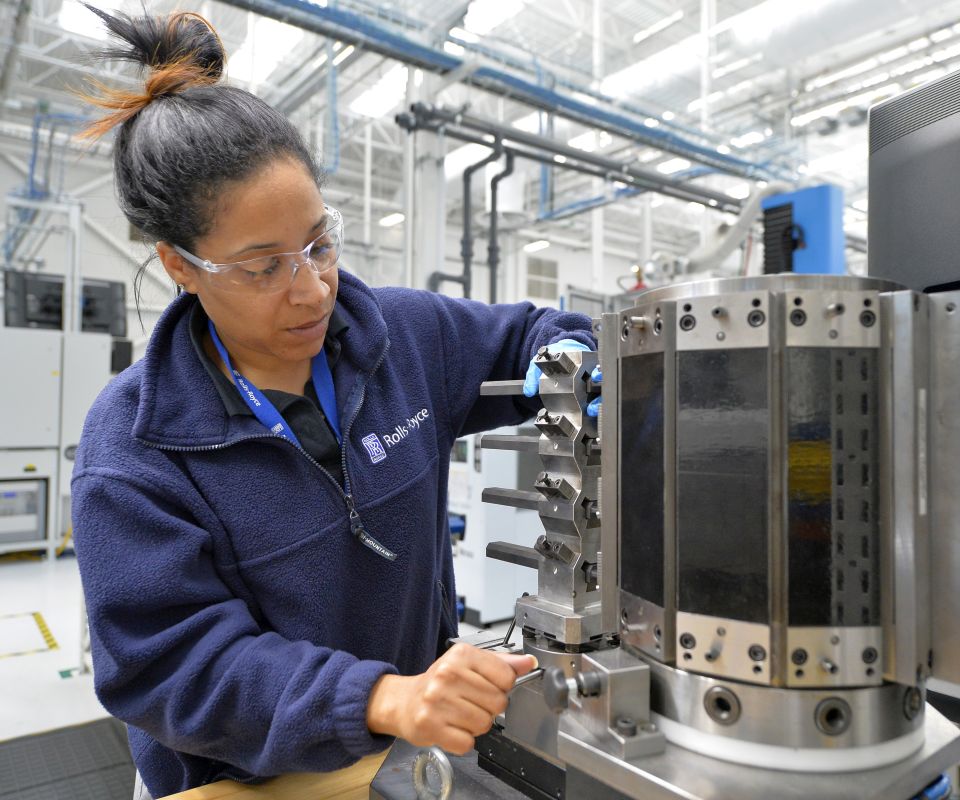
In this photo provided by Rolls Royce Crosspointe (we weren’t allowed to take photos during our tour), Lateefa Moore sets up an EDM to process large Civil Aerospace engine turbine blades in the Advanced Airfoil Manufacturing Facility (AAMF), which was completed in 2014.

This thermal spray system inhabits one corner of the shop floor at CCAM, an R&D campus that multiple OEMs and universities sponsor, pooling resources for mutually beneficial research, development and testing. Here, the shop has been testing different metal coatings, as evidenced by the array of labeled plate samples on the table.
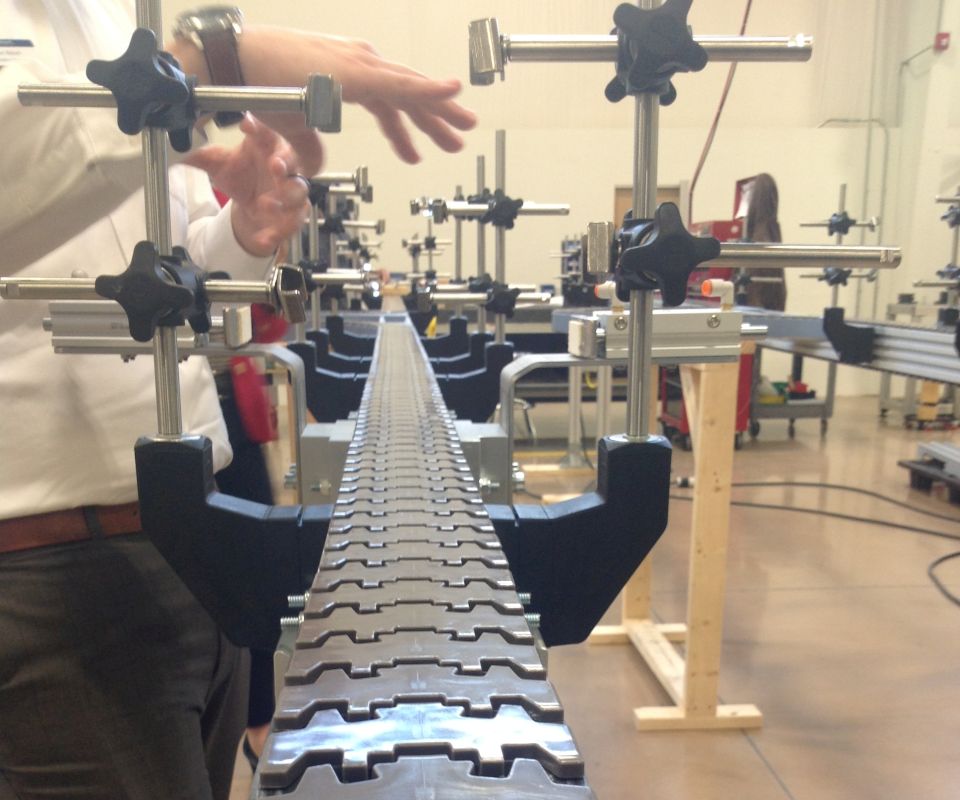
This conveyor belt was engineered by Simplimatic Automation, one of a few companies on the trip that mentioned expecting its in-house machine shop to take on more outside orders in the future. Our guide at Simplimatic said the shop does occasional work for Areva, a manufacturer we had visited in the Lynchburg area just hours before, which specializes in servicing nuclear reactors.
Share









Amid reassurances from our hosts that Virginia’s weather isn’t usually overcast, rainy and chilly in the middle of May, I and three other media guests traveled town to town for three days visiting, all in all, 10 manufacturers, industry education institutes and R&D campuses. Our ebullient hosts from the Virginia Economic Development Partnership (VEDP) drove our party across the leafy (and yes, wet) hills and valleys of central and southern Virginia to meet manufacturers which, despite their various industries and end markets, nevertheless shared some common concerns: finding and training skilled labor, and pursuing lean principles in the face of challenges both rooted in the past and looming on the horizon.
It’s an undisputed fact that Virginia is home to a lot of manufacturing, with a labor force numbering some 242,000, spanning transportation equipment, fabricated metal products, machinery, wood products and more. The commonwealth continues to stand out in its training and personnel pipelines networking universities, community colleges, and businesses, just as it did in 2012 when Modern Machine Shop’s Emily Probst traveled there. The Gene Haas Center for Integrated Machining, a collaboration between Danville Community College and the Institute for Advanced Learning and Research, is on track to graduate upwards of 270 skilled machinists and metrology technicians annually between the Haas Center’s advanced training lab and high school courses. The Commonwealth Center for Advanced Manufacturing (CCAM), another stop on our trip, highlights the research and development emphasis of the state’s manufacturing activity. CCAM, a nonprofit collaborative R&D “pool” with buy-in from OEMs, universities and agencies such as NASA, was described by Dr. Jaime Camelio, chief technology officer, as a place where researchers and technicians can effectively “play with” the latest machine tools, software, metrology equipment and additive manufacturing technologies to perform tests for OEMs but also “to learn about the process per se,” whether that be testing the possibilities of laser ablating, experimenting with metal coatings, automating the centering of metal castings for fixturing, or—as Dr. Camelio says the lab hopes to begin doing in 2018—playing around with mobile cobots.



By far the most impressive machining operation on the trip was Rolls Royce’s Crosspointe manufacturing campus, especially now that the Advanced Airfoil Machining Facility is in operation. When MMS last wrote about Crosspointe’s lean facility in 2012, the yet-unbuilt airfoil plant was still two years from operation. Now, the facility produces high-pressure turbine blades for the Trent family of jet engines, with extra space that the company plans to fill out with two new manufacturing lines. The Crosspointe plant employs more than 210 advanced manufacturing workers and is seeking to grow that number by 36 over the next several months, and by an additional 50 in 2018.
While Rolls Royce Crosspointe is the largest metal-machining operation we visited, a number of smaller operations including TMI Autotech (a manufacturer of Ariel “supercars”), EIT (a manufacturer of circuit boards and medical devices), and Simplimatic (a conveyor belt manufacturer and integrator) all mentioned that their in-house machine shops have been growing with contract orders in addition to their own parts machining. Mark Swain, president of TMI Autotech, said that the contract machining portion of the business is moving up and expanding, currently focusing on machining small batches of automotive parts (such as brake components) for their Ariel vehicle part suppliers.
In an initial breakfast and briefing on the state of the Virginian manufacturing economy with our VEDP hosts and Todd Haymore, the commonwealth’s secretary of commerce and trade, the tone of our visit came into focus. While Virginia has a lot going for it economically, some regions (especially in southern and western Virginia) were hit very hard by the Great Recession and still constitute areas where the state is trying to attract outside investment as older, legacy industries disperse. Virginia industry has historically been known for its tobacco production, furniture manufacturing and coal mining—all industries that have taken hits over the years, and of course, not equally in all counties.
A quasi-privatized government authority, the VEDP has been tasked by the Virginia Governor’s Office since 1995 to essentially market the state to outside investment and reward job creation and growth by administering the state’s incentive grant funds, among other things. As the state-mandated advocate for capital investment, the VEDP hosts twice-annual media tours like this one with the aim of generating positive press by highlighting the success stories of the state’s manufacturing businesses and, as it happens, the stories of how defunct or moribund businesses have been transformed into something new. The Quirk Hotel, where we met, inhabits what was built in 1916 as the J.B. Mosby and Co. dry goods department store (the beds are made out of reclaimed wood and floor joists from the original construction). The designated hotel of the last night of our tour, the Craddock Terry, is the result of a renovation of Craddock Terry Shoe Co.’s late-19th-century shoe factory, on one side, and the equally-old William King Jr. Tobacco Warehouse on the other. Over the course of our tour, the regions we passed through glowed (despite the rain) with the praise of our hosts in the language of “reimagination” and “reinvention.”
But the trip also yielded an alternative to the narrative of reinvention.
Hakan Sahin, business director of ABB, led us a tour of the Small Power Transformers manufacturing plant. “Small,” as it happened, is a massive understatement; some of the completed substation transformers, weighing tons, towered over us as we toured the plant. Mr. Sahin focused much of the tour on how the plant was reevaluating its workflows and structure to make the operation leaner. Eliminating waste by rearranging stations in part flow is expected to shave off multiple hours off common work-handling processes (large overhead cranes have to slowly carry large, heavy components from one station to another). Other lean implementations, either finished or planned, include brighter lighting at some workstations for better visibility (and, serendipitously, higher morale among workers); remodeling the employee lounge in order to give workers more privacy and to reroute employee movement, since one of the doors that gets opened a lot can threaten the atmospheric control of the plant floor; and the addition of quality-control stops in the process for every transformer, where design engineers (who hadn’t before been much a part of shopfloor processes) come out to inspect the transformers.
As important as the what of these initiatives are, Mr. Sahin made a point of explaining the why as well. And part of the reason for his focus on these lean manufacturing implementations is a loss of transformer customers in recent years, a drop that he attributed to issues with lapses in quality control. The principles Mr. Sahin described and that the plant has been implementing are expected to bring quality back up and lay the groundwork for an increase in capacity.
In contrast to the impulse to reinvent, lean manufacturing presents an alternative reaction to the exigencies of competition in the philosophy of continuous improvement. Improvement, unlike reinvention, cannot ultimately afford to simply patch over or erase the past. Improvement can’t happen unless it unfolds along an axis which extends into both the past and the future simultaneously. The manufacturers we visited seemed to understand and take to heart this idea.








Related Content

Using Air to Measure Squareness
Though most frequently used for diameter measurements, an air plug and platen can be readily configured to measure perpendicularity.
Read More
A 100-Year-Old Measurement Tool That is Still Used Today
The reed mechanism was a breakthrough in high-precision measurement and is still used today for sub-micron or even nanometer resolution applications.
Read More
Understanding Structured Light Scanning Measurements
Structured light scanning is used to create a digital twin of a manufactured part, but we must understand the measurement reproducibility to best use the data.
Read More
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read More