The Rolls-Royce factory producing rotative engine components in Prince George County, Virginia, does not match what most people would imagine when they hear the word “factory.” Arguably, it doesn’t even match what most manufacturing professionals would expect when they envision an established manufacturer’s facility for machining aircraft parts.
Sunlight illuminates the machine tools. This facility admits natural light, automatically adding electric light only as needed to maintain constant brightness. In addition, the production floors here are white and clean, making it impossible to miss even a minor equipment leak or spill.
Yet these characteristics, though striking, are cosmetic. The more significant differences run deeper. Compared to other facilities that make comparable components—compared, in fact, to other Rolls-Royce facilities—this plant is small. It was designed to run small and to stay small. Even after all of the planned capacity has been installed and brought up to full production, plant manager Lorin Sodell says this factory will employ no more than 150. That quantity of people represents the practical limit for easy communication, he says, and streamlined communication is valuable for lean manufacturing.
However, the Prince George property itself is spacious. The site is now called Rolls-Royce Crosspointe, and Rolls-Royce officially took ownership in December 2010. Eventually, the company will have around 500 employees here. Most will work in other factories, not yet built, that will also function semi-autonomously. Certain support functions will be shared between these small factories on the property, but in many cases that function will be performed by an embedded contractor with its own space, staff and equipment here. Rolls-Royce now believes that this arrangement—separate small plants and separate companies, both working together and working apart—is the formula that can draw the maximum value from a manufacturing site. Such a site in the past would have been filled by a single, large organization that the company says would not have been as responsive to change. A structure of semi-independent plants and companies is more adaptable because of its modularity.
The first factory to operate on the property thus offers a picture of how the rest of Crosspointe will be. Further, this factory demonstrates how Rolls-Royce (and other companies reaching the same conclusions) will conduct manufacturing for decades to come. Viewing the plant from that perspective, here are a few notable details about the factory and the Crosspointe site:
1. State and University Involvement
Why establish Crosspointe? Business volume is the answer. A six-year planning window based on booked and anticipated orders shows a clear need for more capacity. Why locate that capacity in the U.S.? Many reasons—but dollarization is high on the list. Because aircraft contracts are specified in U.S. dollars (regardless of the buying and selling countries), making parts in the U.S. minimizes currency risk. As for why that new U.S. capacity is located in Virginia, Mr. Sodell says the support of Virginia’s government has been a significant factor.
The state government was instrumental in helping the company find and prepare this location. And he says the sense of a working partnership with the state continues. The Virginia Economic Development Partnership continues to assign an employee to assist Rolls-Royce, by facilitating the company’s infrastructure needs (upgrades to the area’s power supply, for example) and pursuing and establishing useful partnerships for the site. Rolls-Royce’s commitments in return include adding more than 600 Virginia jobs (some will be at a different Virginia site, Reston) and investing more than $500 million in the state.
That role of “establishing useful partnerships” was actually one of the first and most important ways the state helped the company. Rolls-Royce has found an effective model for coupling manufacturing to manufacturing research, and the company insisted on extending that model to its new U.S. location. To that end, Virginia’s government approached various universities in the state about establishing a cooperative research center that Rolls-Royce could help lead and could share with other companies. This unusual institution—close to Crosspointe but separate from it—is the newly opened Commonwealth Center for Advanced Manufacturing, or CCAM (scroll down to see companion article).
2. Simplicity
Crosspointe’s rotatives factory produces major components for large Airbus and Boeing commercial aircraft engines, including the Trent 1000 engine used on the Boeing 787 Dreamliner. Components arriving at this plant as forgings and shipping out as machined and finished parts ultimately will include:
• Fan discs made of titanium alloy, which currently run here at full production
• Intermediate pressure (IP) turbine discs made of nickel alloy, which will reach full production soon
• Turbine cover plates made of nickel alloy, which will be run in a cell yet to be installed
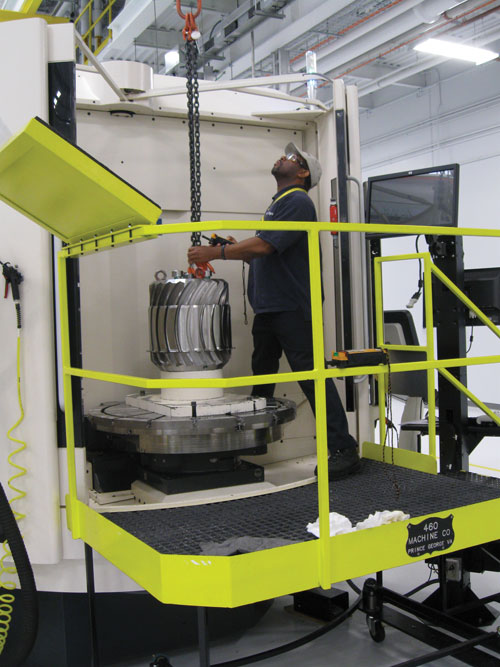
These parts are large and geometrically complex, but simplicity is the guiding principle of the cells that produce them. The production area here does not employ a motorized fork truck for in-process parts, because every workpiece makes only short and simple moves through the line. The sole fork truck in the building serves the shipping area, not production.
Within each line, production has been able to proceed before all of that line’s machines were installed. (This was the case with the partially installed IP turbine disc line on the day I visited.) Every machining center within each cell is alike, and each can perform any of the machining center operations the part requires. The intricate fan disc part requires several setups for vertical turning, drilling and five-axis milling—but any of these operations can be performed on any of the several
DMG/Mori Seiki machines in the cell. Similarly, machining centers in the IP turbine disc cell are all identical models from
Hermle. Throughout the facility, the various machining centers (as well as surface grinding machines from Kehren) all use the same controller—the
Siemens 840D.
With this controller, data collected within some of the machining processes are used for adaptive closed-loop process control. Recently, the Advanced Manufacturing Research Centre (AMRC) in Sheffield, U.K.—the research facility after which CCAM was modeled—developed a particularly sophisticated adaptive technology that Rolls-Royce has now incorporated into its fan disc machining. When the new fan disc cell began, complex blends and radii were added to fan disc parts through a manual finishing operation. Mating the blends and radii to the compound edge contour was too difficult to perform through CNC machining because of the difficulty of assuring this complex curve’s precise position in space. The AMRC’s “mechanized edge profiling” solves this problem by measuring part edges within the machining cycle and using the data to chart actual edge locations. Accurate machining moves for radii and blends are then adapted from the curves. The system was validated at the Virginia factory’s sister facility at Sunderland in England, but its application at Crosspointe illustrates how readily a significant technology advance can be incorporated at this plant.
3. Short Lines of Supply
Some of the distances to Crosspointe suppliers are short indeed. Shot peening contractor Metal Improvement Company (MIC) has equipment, staff and space within the rotatives building. By walking through a door, a person leaves Rolls-Royce and enters MIC. CEVA, a shipping and logistics supplier, and Trescal, a gage calibration contractor, are two other companies with staff and resources residing at Crosspointe in the same way. Rolls-Royce and its on-site contractors collaborate closely to achieve a set of business metrics shared among the companies.
The integrated connection to MIC proved particularly valuable in the case of the fan disc parts. When the factory allowed this supplier to implement a robotic shot peen process for greater efficiency, the improvement had an unexpected impact on the trial component. The diameter of a relatively thin-walled section of the test disc changed, suggesting that production parts would leave this process oversize. If the supplier had been located in another city or state, addressing this problem would have been time-consuming and expensive. But because the machining cell and the supplier occupy the same shop floor, personnel from the two companies were able to work together to fine-tune their combined process. By iteratively machining the parts to different diameters and monitoring the results in shot peening, Rolls-Royce and MIC were able to quickly find the optimal parameters for producing a part that would leave the new process with the diameter correct.
4. Capability and Culture
Mr. Sodell says the most significant reason why the rotatives factory can run with a small number of people is because so much is expected from every staff member. No employees are single-function button pushers, and production employees don’t expect to occupy a long tenure in any particular task.
Everyone is a leader, Mr. Sodell says. That statement is not just an ideal, but also a practical implication of factory policy. A yellow-belt certification that all employees are required to obtain early in their time with the company requires the employee to lead a successful improvement project. For Rolls-Royce, ensuring a culture of continuous improvement means ensuring that every employee experiences it directly.
Maintaining that culture also requires cross training. Equipping staff members to perform various functions not only makes them more versatile and knowledgeable, but also ensures that no employee is overly invested in one job function. Those functions are subject to change, he says. The AMRC-developed mechanized edge profiling offers an example. This technology had no potential to dislocate the employees performing manual blending, because it was already natural and expected that their attentions would eventually be directed somewhere else.
Communication is most vital discipline of all, Mr. Sodell says. The very design of the plant reinforces this priority. A large window connects the production floor directly to the office area where engineers work, and within that latter area, no one works within an enclosed space. Openness is important because sharing information has to be easy, intuitive and unimpeded, he says. Sources of complexity, uncertainty or inefficiency can’t be allowed to be covered or concealed. The reason this plant is freely able to continuously improve is because the factory is small enough, and open enough, that everyone working here can see every part of it and understand what’s going on.
CCAM: Collaborative Research
 CCAM, located near Rolls-Royce Crosspointe, is directed jointly by Rolls-Royce and other partner companies.
CCAM, located near Rolls-Royce Crosspointe, is directed jointly by Rolls-Royce and other partner companies.
In addition to lean manufacturing, there is also a lean way to pursue manufacturing research. Rolls-Royce first discovered the model for doing this in the U.K. That model involves getting the research work away from single-company silos and into independent facilities where companies can collaborate. Whatever the manufacturing challenge, it is likely that some other company is searching for the same solution. Instead of wasting resources on redundant effort, why not share the cost of the research and also share the results?
Rolls-Royce now partners with many companies in various collaborative research centers around the globe. The first of these was the U.K.’s Advanced Manufacturing Research Centre (AMRC), in which Rolls-Royce is a partner with Boeing, among other companies. The comparable center in Virginia is the Commonwealth Center for Advanced Manufacturing (CCAM), which formally opens its new building on September 10, 2012. This center’s particular areas of research attention are surface engineering and manufacturing systems. Capabilities developed in the latter area, manufacturing systems, can be implemented at nearby Crosspointe for trial deployment.
Though Rolls-Royce was the impetus for this facility, it is not the owner. The center is directed jointly through the CCAM partner companies, with the University of Virginia, Virginia State University and Virginia Tech University all helping to oversee research. In addition to Rolls-Royce, other organizing members are Canon, Chromalloy, Newport News Shipbuilding, Sandvik Coromant, Siemens and Sulzer Metco. These companies help to fund the facility and they are free to pursue their own research within it. They also agree on joint research projects that all the companies are free to use without royalty.
Brian Warner is Rolls-Royce’s representative within CCAM. He is a manufacturing veteran who relocated from Rolls-Royce’s Indianapolis location to fill this role. For more than two years, he has devoted his attention to helping organize, staff and ramp up the new center, along with recruiting additional corporate partners to join.
He says the facility’s value goes beyond providing a fast and low-cost means of pursuing relevant research—as significant as that value is. The facility will also be a workforce development tool. Students of the affiliated universities work on research projects under the supervision of the companies. Working with a student on a months-long study this way provides a chance not only to evaluate that student as a potential employee, but also to equip that future employee with a head start in understanding the company and its processes.

.jpg;width=70;height=70;mode=crop;format=webp)










 CCAM, located near Rolls-Royce Crosspointe, is directed jointly by Rolls-Royce and other partner companies.
CCAM, located near Rolls-Royce Crosspointe, is directed jointly by Rolls-Royce and other partner companies.






















