
Lose The Peaks, Leave The Valleys
Plateau honing improves cylinder wall surface finish by gently removing tiny peaks of torn or folded material. Ball-style honing tools are commonly used to produce this desirable finish.

Share







Phillips Corporation - Education
Featured Content
View More




Phillips Corporation
Featured Content
View More


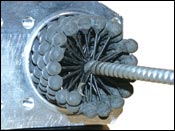
Ball-style hones have a number of round, abrasive stones that remove material from cylinder walls using just a small amount of pressure.
A close look at the surface of a bored cylinder wall will reveal a number of microscopic peaks and valleys. Plateau honing is a process that improves cylinder wall surface finish by gently removing tiny peaks of torn or folded material and increasing bearing area. A plateau finish is desirable because it allows lubricant to collect in the remaining valleys, improving lubrication control and retention. It also extends the life of components such as piston rings and seals because there are no peaks of material for them to remove during initial break-in.
One way to generate a plateau finish is to use ball-style honing tools such as the Flex-Hone tools produced by Brush Research Manufacturing (Los Angeles, California). These tools have a number of round, abrasive stones or “globules” tethered to a shank by nylon filament. The globules effectively float in the cylinder, self-centering and self-aligning themselves to the bore and also self-compensating for wear. When a globule encounters a peak of material, it removes the peak through low-pressure abrasion. Thus, the surface Rp value (reduced peak height) decreases while the Rvk (reduced valley depth) increases, resulting in more effective lubricant retention.
Ball-style hones are suitable for holes and bores found in components such as valve bodies, brake cylinders, master cylinders, firearm barrels and even musical instruments. The Flex-Hone tools are offered in hone bores ranging in diameter from 4 to 914 mm (0.16 to 36 inches). They are available in eight abrasive types and 11 grit sizes ranging from 20 to 800 grit.
The company suggests using the shortest shank possible for each application. The abrasive globules should be well-coated with lubricant and rotating prior to bore entry. In addition, rotation should continue until the tool is fully removed from the bore. Appropriate tool rotational speed ranges between 60 and 1,200 rpm. Small-diameter tools require higher speeds. A continuous stroke rate of 120 to 180 inches per minute should be maintained, and average honing time per cylinder is typically 15 to 20 seconds.
Related Content
-
Taiwan Machine Tool Industry Showcases AI Innovations at EMO 2025
The Taiwan External Trade Development Council highlighted AI-powered solutions for precision and sustainability in manufacturing.
-
JIMTOF 2024 Report: EVs, AI and Autonomous Robots Abound
The 2024 Japan International Machine Tool Fair (JIMTOF) showed how the manufacturing industry is adapting to the needs of electric vehicle manufacturing and adopting new technology including AI and autonomous robots.
-
LK Metrology Surface Roughness Probe Enhances Component Inspection
LK Metrology’s Surfacers SRP high-resolution probe is designed for seamless surface analysis within CNC measuring cycles on CMMs.








