A Better Way to Cut Hard Metals and High-Temp Alloys on Swiss Lathes
Sponsored ContentNew tooling for Swiss-type turning centers is designed for titanium, high temperature nickel alloys and other difficult materials with improved thermal management.
Share
The world of Swiss-type turning depends on high accuracy and repeatability to make intricate parts in the volume needed. Essentially, predictability means profitability: the more reliable the process, the more profitable. However, difficult materials such as titanium and high-temperature nickel alloys often create intense heat during cuts, eating through inserts as fast as you can change them. With such materials, designing a process for large volumes means investing in high-quality tooling to keep the process consistent and predictable. The key to that is how the tool manages heat.
Process Control Through Heat Management

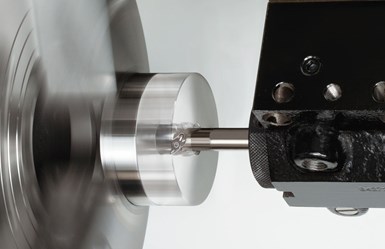
Well-formed chips spring away from the cutting tool, keeping them from causing heat buildup by clinging to the tool.
According to Kedar Bhagath, chief technical officer at Tungaloy America, one of the most important keys to heat management is chip management. “Chip management is vital to controlling the heat generated during the cutting process,” he says. “Poorly formed chips can adhere to tooling, causing all of the heat generated by the cut to remain at the tooling.” The resulting heat buildup can reduce tool life and harm the finish, not to mention the physical damage intrusive chips can do to a part.

The DuoJust-Cut is available in grades capable of cutting titanium and high-temperature nickel alloys with minimal wear.
To address the need for heat management in high-temperature alloys, Tungaloy America has developed new insert grades and chipbreakers for Swiss-type turning. The inserts cut consistent, tightly coiled chips that spring away from the cut, carrying heat with them and keeping the tooling clear. This enables the user to both manage heat and avoid physical damage to the tool or part.
To ensure the sharp edges of the inserts can handle high-temperature alloys, the company also developed its SH725/SH730 insert grades, which can maintain a sharp edge even when cutting difficult-to-machine materials. “It took time to develop a process that enabled us to coat such small, sharp tools effectively and prevent coating flaking,” says Dave Essex, product manager at Tungaloy America. “But once we could, we were able to develop a range of cutting tools for difficult materials and small parts.”
Through-Coolant Systems for Swiss Lathes
The MiniForce-Turn is an ID/OD finishing tool with a positive rake angle, which provides a great finish and excellent chip evacuation.
In addition to designing inserts with chip management in mind, Tungaloy has also designed through-coolant systems for difficult turning operations. The company designed piping into the structure of the tooling, which avoids the need for tubing. Without tubing, which can get in the way of cutting operations in the small work areas of Swiss-type lathes, it improves the cutting tools’ access to the workpiece.
Additionally, the company designed it with both an upper and lower jet for improved control. “With the heat and pressure generated by turning high-temperature alloys, the coolant can often vaporize on making contact, which does a poor job of carrying heat away from the cut,” Bhagath says. “The lower jet prevents this from happening, in addition to preventing flank wear.”
Specialized Cutting Tool for Swiss-Type Lathes
A variety of insert designs can make use of Tungaloy’s heat and chip management systems. These include:
- OD/ID Finishing
The MiniForce-Turn is designed for precise finishing in both ID and OD operations and is also available in the newest, high-performance grade AH8000 for high-temp alloys. Its positive angle and dovetail clamping reduce chatter and help provide a high-quality surface finish. It is available in both four- and six-edged inserts, which makes it an economical option in addition to an effective finishing insert.
- Parting
The DuoJust-Cut is a double-sided parting tool that can reach narrow spaces and cut close to the spindle, thanks to the design of its toolholder. “Parting is one of the most important processes in a Swiss machine,” says Bhagath. “The main goal we had when designing the DuoJust-Cut was to minimize material loss and maximize access.” Additionally, the pocket design provides three points of contact that maximize its rigidity, enabling it to make precise, fast cuts with minimal chatter. On top of that, it comes in four insert sizes that fit the same pocket, making it easy to use the best fit for any application.
- Grooving and Threading
The TetraMini-Cut is a four-sided grooving and threading tool also capable of light turning operations. The uniquely shaped insert uses secure clamping with three points of contact, providing excellent rigidity for fast cuts and quality finishes. Its position next to the pocket enables machining next to the shoulder of a workpiece, and it can be equipped with a round-shank toolholder for external grooving operations.
- Boring and ID Turning
Designed for boring and ID turning operations, the TinyMini-Turn provides a variety of cutting heads that enable the user to perform different tasks such as internal grooving and threading. The tool structure provides high rigidity that enables fast, efficient passes in Swiss-type lathes. Like the other cutting tools, the TinyMini-Turn benefits from the high-temperature grades and chipbreakers that enable it to effectively manage the chip load when making internal cuts.
Process Control Leads to Profit

The TetraMini-Cut is a grooving and threading tool capable of OD roughing. The pocket for the insert is designed to provide excellent rigidity and protect unused edges.
Each of these cutting tools can perform complex operations on Swiss-type turning machines, thanks to their innovative design, but the advances in chip and heat management open up new possibilities. “Many shops have found niches manufacturing small parts for the medical and aerospace industries,” says Essex. “These industries and more can benefit from inserts that resist wear while maintaining edges capable of cutting extremely fine features into parts.”
With tools like these, Swiss lathes can achieve the process reliability necessary to profit off of working with high-temperature alloys. “When you can trust your tooling,” Essex says, “Everything else falls into place.” Reliably knowing how long your inserts will last helps you better plan for the work that comes into the shop. On top of that, better tooling enables you to complete the work faster and more efficiently, cutting down on the cost to manufacture and improving your bottom line.
Even looking at these advantages, many shops balk at the price of high-end cutting tool inserts, but this immediate reaction fails to account for all the costs associated with tooling. In addition to expanding on the material that a shop can predictably machine, quality tooling can cut more parts with less scrap, making them cheaper in the long run. More than that, many high-end inserts – such as the Tungaloy inserts above – have double the cutting edges of cheaper options, making the cost-per edge less expensive than cheaper tools without even accounting for the increased performance.
For more information on these cutting tools, check out tungaloy.com/us.



