
A Seven-Axis Multitasking Machine Demands a CAM Software Upgrade
A new order led Forbidn Manufacturing to buy a multitasking machine, but to program it effectively required taking on Esprit CAM software. The combination produces the part in two hours instead of eight.
Share














Phillips Corporation - Education
Featured Content
View More
Phillips Corporation
Featured Content
View More
Gaydon Udelhoven, founder of Forbidn Manufacturing, stands next to his Mazak VTC300 vertical machining center.
A producer of pavement marking technology came to Graydon Udelhoven, owner of Forbidn Manufacturing (Billings, Montana), to commission the design of a feed dispenser for a spray gun. After Mr. Udelhoven built a prototype that delivered significant performance improvements, the client placed an order that required Forbidn to quickly ramp up of production so the part could be incorporated into the spray gun product.
With features on all six sides, the complex part had to be held to close tolerances. Producing it on Forbidn’s Mazak VTC300 vertical machining center would have required six setups to expose each side to the spindle, taking as much as seven hours of setup and machining plus an hour of deburring to make a single part.



Mr. Udelhoven decided to invest in another Mazak, an Integrex i200s seven-axis multitasking machine capable of producing the part in a single setup. It can clamp the part in the spindle, rotate it to expose different sides to the milling head, then transfer the part to the subspindle so the side that was originally clamped can then be machined. With the new machine in place, Mr. Udelhoven was faced with another challenge: programming the complex machine.
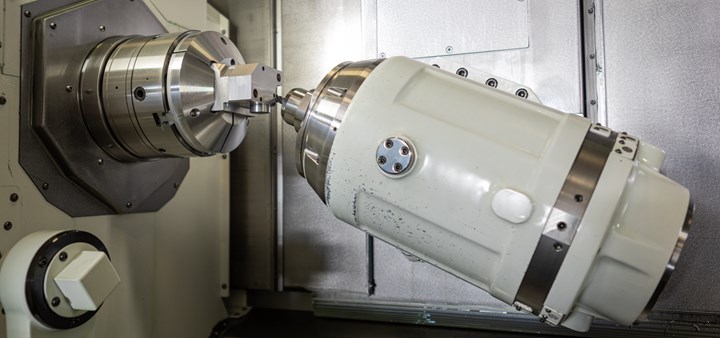
A Mazak Integrex i200s seven-axis multitasking machine completes a cut on a feed dispenser for pavement marking.
A More Capable Machine Tool Calls for More Capable CAM Software
“Our previous CAM software company said it could program the new machine, but we spent considerable time debugging and tweaking the postprocessor and were not able to get all axes working properly. We did not have the ability to simulate all seven axes for machining verification, and subspindle transfer was not possible,” Mr. Udelhoven says.
Fortunately, he was able to reach out to Smith Machinery, the company that sold him the Integrex, for help. “Our company does not sell any software,” says Klaus Lassig, sales engineer for Smith Machinery, “but we told Mr. Udelhoven that the only software we have seen that works right out of the box is Esprit.”
Mr. Udelhoven followed Mr. Lassig’s advice and purchased Esprit CAM software from DP Technology. “With Esprit, I was immediately able to access all seven machine axes and produce G code that worked the first time.”
Holding to Tight Clearances with Confidence
Right away, Mr. Udelhoven recognized that vibration, harmonics and rigidity were going to be the most challenging issues with producing the part. “For the greatest accuracy, I needed to clamp the part in the turning spindle as close as possible to the tooling, resulting in very tight clearances between the spindle and tooling,” he says. “But having just invested a large amount of money into the Integrex, I wanted to protect my investment by ensuring that tools did not crash into the machine.” Esprit’s simulation capabilities came in handy to mitigate this risk and enable him to program with tighter clearances with confidence: “There are points on the part program that are so close to a collision that I never would have taken the risk with my previous software. For example, at one point in the program, a five-axis swarf move has a 0.035-inch clearance between the top of the B-axis head and the automatic toolchanger cover.”

These 304 stainless steel feed dispenser pavement markers and road strippers were made on Forbidn’s Integrex machine, programmed by Esprit CAM software.
Each part is produced from a 5.5-inch-long piece of 2 3/8-inch-diameter barstock. Instead of using a turning tool to separate each part, the program uses a milling head to travel back and forth across the part to trim it off. The milling operation improves part rigidity and process security. Mr. Udelhoven’s program further improves rigidity by performing minimal semi-roughing operations to expose the tight-tolerance drilling and milling faces before final rough and finish milling operations, a strategy which he says maximizes the rigidity and ensures accuracy during these sensitive operations.
Due to the complexity of the part and the number of hours needed to program multiple operations, another benefit of Esprit proved to be its postprocessors, which produce edit-free G code. In addition, Esprit’s deburring cycle helped triple productivity, cutting the cycle time down from a total of eight hours to only two hours for its most complex part.
“If I can think of the machine moving a certain way, Esprit can produce exactly what I am thinking,” says Mr. Udelhoven. “It has given my business an advantage in my area.”







Related Content

4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read MoreRead Next

Multitasking's "Big" Advantage
As demonstrated at this Cincinnati-area shop, machines that both mill and turn shine brightest when workpieces are massive.
Read More
Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More