
Automation Advances at FANUC 2017 Private Show
Updates unveiled at the company’s annual event promote higher-volume production, easier programming and better monitoring capability across product lines.
.jpg;width=70;height=70;mode=crop;format=webp)

FANUC representatives, customers and integrators gathered in the Nature Hall of the company’s Oshino, Japan, headquarters on the first day of its annual Private Show. Innovations and demonstrations from the machine tool, robots and factory automation divisions were on display.

FANUC’s RoboDrill line features a number of updates intended to enable high-volume production, making the machine tool suitable for industries such as automotive. A video playing near the machines illustrated how a series of RoboDrills could be automated into a production line using FANUC robotic arms mounted on fixed bases to pass parts down the line via servo-driven side doors, controlled by the robot control and synchronized with the motion of the arms.

The RoboDrill can also be integrated with a collaborative robot such as FANUC’s CR-7iA/L, the 7-kg cobot pictured here. The cobot is mounted on a movable robot base and uses the machine’s front door as a human operator would. In this case, the servo-driven door is operated by the RoboDrill control, rather than the robot’s.
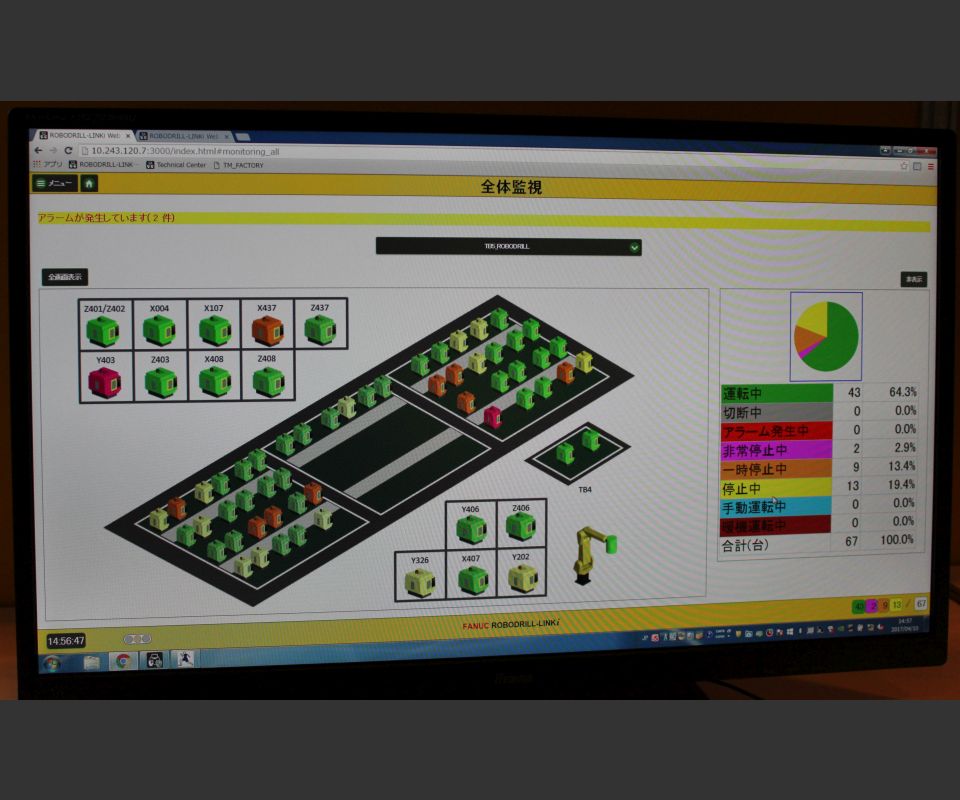
FANUC demonstrated its RoboDrill-LINKi machine monitoring system during the event. This system tracks machine tool operating time, tool usage and production, among other factors, and is said to enhance sustainability. The LINKi system can now connect to FANUC robots as well as machine tools for a more complete picture of the overall system.

One demonstration featured a FANUC employee working alongside the 35-kg-payload CR-35iA collaborative robot. Using a vision sensor, the cobot transferred a ballscrew from a rack and set it into the press fitting machine. As the robot held the ballscrew, the operator pressed in the bearings. The cobot then transferred the finished unit back to the rack as the operator prepared the next set. The demo illustrates how collaboration without fencing helps to improve the efficiency of the operation. Note, however, the caging around the robot gripper—though it is safe for the operator to interact with the arm itself, the gripper does not have the same safety features and could cause injury, especially in a high-payload application such as this.

In another demonstration, a CR-7iA/L cobot was mounted on an automatic guided vehicle (AGV), enabling it to move between workplaces transporting gear assemblies. The iRVision system (the black attachment next to the gripper) enables position compensation each time the unit is relocated.

The R-30iB Plus robot controller, which premiered during the Private Show, integrates with a new vision package consisting of a camera, LED light and 3D laser sensor, for faster vision detection. Here, the old and new camera packages are demonstrated side by side. The new system detects the batch of parts on the turntable almost 2.5 times faster than the old system. The new vision system also has the advantage of requiring only one cable for integration.

A visitor learns to program a FANUC cobot using the new iPendant with updated Intelligent Human-Machine Interface (iHMI). The software’s “create program guide” simplifies teaching via a graphical interface. Users can create, edit and execute basic programs using a wizard mode with preset options. The control also displays production monitoring data when the cobot is in operation.



With 61 years in the automation industry, FANUC is a company that practices what it preaches. Touring the campus of the company's world headquarters at the foot of Mount Fuji is impressive not just for the technology itself, but also for how it is applied in production. Within various buildings on the campus in Oshino, Japan, automated cells consisting of FANUC robots powered by FANUC servomotors are at work assembling more robots and servomotors, largely unattended by humans. The image sends a clear message about FANUC's philosophy with regard to the repeatability and productivity of its technology.
I had the opportunity to visit the 1.2-million-square-meter campus during FANUC's annual Private Show, hosted April 10-12, 2017. Nearly 70 FANUC customers and integrators traveled from North America to attend the first day of the event and take in new and existing technologies from the machine tool, robotics and factory automation divisions. Some of the highlights are detailed below.



Toward High-Volume Production and More Flexible Control
The company's RoboDrill machining platform has seen enhancements, with many of these—including improved automation support and spindle performance—geared toward bringing the system into high-volume production. Though it's primarily known as a drilling platform, the RoboDrill is also capable of tapping and milling in five axes, says Lou Finazzo, general manager, FANUC America, RoboDrill sales in the Americas.
The machine tools are designed for robot integration and feature doors on three sides that can be servo-driven for automated operation. The larger front door is commonly used for human or collaborative robot (cobot) access, while the side doors are well-suited for robotic arm loading and unloading. When robot motion is coordinated with the motion of the doors, it is possible for the arm to anticipate the movement of the door and vice-versa, reducing load/unload time to as little as 2.5 seconds, Mr. Finazzo says.
The Z-axis stroke has been expanded from 330 to 400 mm in an advanced version of the machine tool, and maximum tool mass has been increased to 4 kg. The RoboDrill machine tools can be equipped with a choice of four spindles, depending on the application. The high-speed spindle option now offers a maximum speed of 24,000 rpm, with 1-minute-rated power of 26 kW. Power has also been increased to 26-kW in the high-torque spindle, which also offers 1-minute-rated torque of 80 Nm and maximum torque of 100 Nm.
Chip control within the RoboDrill also has been improved over previous versions. Mr. Finazzo explains that in the past, this machine has had difficulty with chip clearance, which caused undue wear to the table and was a barrier to high-volume production. To ease chip evacuation, the RoboDrill has been updated with a tapered bed and 1,000-psi through-spindle coolant to drive chips to the back of the machine, making it better suited to high-volume usage.
Many of the RoboDrill enhancements exhibited at the FANUC Private Show were meant to address challenges faced by automotive OEMs and suppliers. As automotive components continue to get smaller and lighter, the RoboDrill has become an ideal choice, Mr. Finazzo says. Its four spindle options, including high-torque, high-acceleration and high-speed spindles in addition to a standard version, enable the maximum machine performance necessary for applications in the automotive market.
Though high-volume applications were the focus during the event, the RoboDrill is also suitable for high-mix and other applications, notes Steve Bond, national sales manager, FANUC RoboDrill, RoboCut Products of Methods Machine Tools (authorized by FANUC America as the exclusive distributor of RoboDrill and exclusive importer of FANUC RoboCut in North America).
A RoboDrill equipped with the high-speed spindle option performed high-speed, three-axis machining of an aluminum part, demonstrating the platform’s capability for applications in which a high volume of metal must be removed, such as in the aerospace industry. Another demo showcased the combination of FANUC’s RoboCut wire EDM platform with the RoboDrill for a finishing application; PCD tools made via EDM were used to scribe a picture frame part on the RoboDrill for a highly polished edge, such as what might be required in telecom applications.
The RoboDrill’s CNC features FANUC's Intelligent Human-Machine Interface (iHMI), which has been upgraded with increased memory and 1,000-line lookahead. New machining simulation capabilities support detecting multiform clash as well as distance and time of air cutting.
The iHMI now offers two modes of operation. A new, graphics-based interface supports ease of use for newer or less-experienced operators. However, the HMI can be switched over to the previous G-code interface for users who prefer this. While some more advanced functions still require G-code programming, the control is a good compromise for both more- and less-experienced operators.
The key to the iHMI, however, is its updated home screen, which organizes operations with icons grouped in four rows: Planning, Machining, Improvement and Utility. This home screen will apply across all equipment with a FANUC control going forward, from machining centers to electrical discharge machines to turning centers and more. The goal with this screen is to provide an intuitive interface that will help less-skilled operators become more capable across all the machines they work with, Mr. Bond says.
The iHMI software is also used in FANUC’s R-30iB Plus robot controller, which premiered at the Private Show. The control features a high-performance central processing unit to enable faster speeds, an upgraded camera interface with increased image transmission speed, and a new iPendant with enhanced screen resolution and processing capability. The icon-based iHMI enables setup and programming, and provides tutorials from the home page common to FANUC CNCs. The company says that first-time users can create a robot program for a simple handling task in just 30 minutes with this interface; as on the RoboDrill, the pendant software can be reverted to its previous version.
Bringing Testing Under One Roof
In addition to technical demonstrations and presentations, Private Show attendees were invited to tour several production facilities on the FANUC campus, including the previously mentioned robot and servomotor plants. Perhaps most impressive, however, was the newest facility, FANUC's Reliability Evaluation Building. Measuring 100 meters wide and 200 meters long, this is the largest facility in the company's laboratory area. Testing that was previously carried out at various laboratories with limited space has now been brought under this one roof.
Numerous tests are in progress testing the durability of spindle motors, robot reducers and even cabling. The goal of this "accelerated life testing" is to identify each component’s point of failure and use this to establish lifecycle ratings. The lab also includes a large anechoic chamber for testing the levels of electromagnetic waves emitted from FANUC products. This testing was previously outsourced, but can now be performed on FANUC's campus for a reduction in product development time.
Click through the slideshow above for a closer look at some of the technologies on display during the Private Show.
















Related Content

Why Go Five-Axis: Machine Types and Benefits
Even as the benefits of five-axis machining stack up year by year, the barrier for entry crumbles.
Read More
An Additive Manufacturing Machine Shop
Finish machining additively manufactured implants requires different pacing and workflow than cutting parts from stock — different enough for an experienced manufacturer to warrant a dedicated machine shop.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More