
CAM System Offers Legacy of Speed, Flexibility
This hydraulic valve manufacturing specialist says the time savings and flexibility provided by Gibbs and Associate’s GibbsCAM CAM software have played an important role in two decades of growth and success.
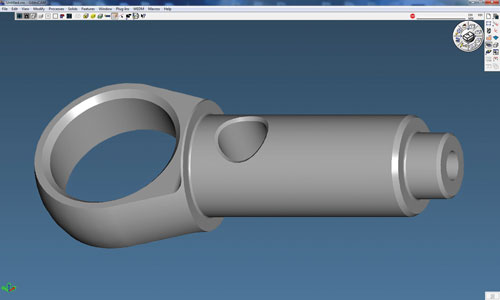
The majority of Altech’s customers don’t provide CAD models. As a result, Mr. Dufford must use GibbsCAM’s solid modeler to create machinable models, such as this component for an Airbus A-320 spherical bearing support.
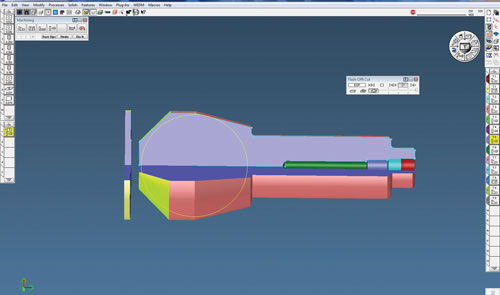
This shot depicts the same component in Flash CPR, the software’s toolpath verification function, which uses different colors to show different operations.
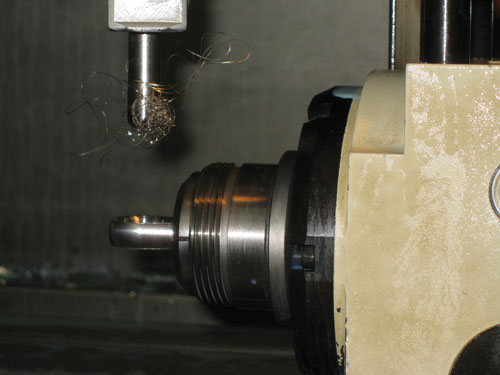
The shop’s Mori Seiki MV Jr. completes final operations on an Airbus A-320 spherical bearing component. Constructed of 17-4 H1150 stainless steel (630 alloy), the part features a cross hole that must be held to a tolerance of ±0.001 inch on the mill in preparation for finishing to a tolerance of ±0.0005 inch on a honing machine.

Altech looks much different from when it first adopted GibbsCAM for its first CNC machine, a chucker retrofit incorporating a control with a single-line display. This dual-spindle Mori Seiki NL-1500, one of 10 Mori CNCs on the shop floor, is considered a workhorse at Altech, Mr. Dufford says.

“The back of the MV Jr. is our blueprint holder for the SL-150SMC,” says Mr. Dufford. “I easily modeled the part in GibbsCAM, from customer blueprints, creating a machinable model. I never get CAD models from customers, even an IGES file. In my history of programming, I’ve received an IGES file only once.” Shown are the final inspection report highlighting features for 100% inspection, the in-process first article inspection report, and blueprints of the part.

Altech lathes do not have the Y-axis option, so milling the flats on the ends of these spherical bearing support components, and the bore through them, is done off the lathes.



geometry or model a feature, machine it, model something else, machine that, and so on, all without leaving the interface or quitting one program and starting another.
















Related Content

IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read More
How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More