
Choosing The Best Drill Point Geometry
The more common twist drill point geometries often are not the best for the job at hand. By choosing the best point for the material being drilled, it is possible to achieve better tool life, hole geometry, precision, and productivity.





Fig. 1—The blunt 140-degree point angle increases cutting action.
Fig. 2—Flat ground facets produce a sharp chisel edge on the drill point.
Fig. 3—Four-faceted drill points are self-centering.
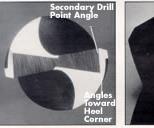
Fig. 4—Six-faceted drills have the most durable points.
.jpg)
Fig. 5—The modified split point (MSP) is highly productive.
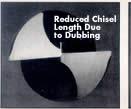
Fig. 6—The dubbed drill point is good for brass, copper and other materials.
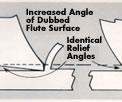
Fig.7—The rake angle of dubbed drills can easily be changed while retaining the same relief angle.

Fig.8—Effective drills have primary and secondary included-angles and facets.
During the nineteen-twenties and thirties, rivets and bolts were still a primary means of joining metals. Drilling operations were commonly accomplished with the manually-operated drill press and breastplate mechanism. The craftsmen took special care to insure high accuracy because they, rather than the electrically-driven machine, paid for the mistakes.
In areas where there was no electricity, manual hole drilling was painstakingly slow, requiring much time, patience, and physical effort. Experimentation proved that when a conical (conventional) surface drill was ground with a flat surface (multi-flat faceted point) a linear chisel was produced.



The linear chisel required approximately 50-percent less thrust than a conventional drill. As manual proficiency to grind multi-face points declined, such points dined accordingly because of difficulty in grinding them by hand. However, due to the more recent advent of NC machinery, which demands self-centering points, multi-faceting has been revived.
An important feature of multi-faceting is the wide variety of drill points it permits to better serve user's needs, especially with exotic metals. Exotic metals are indispensable, compelling craftsmen to adapt to more up-to-date drill point geometry.
Twist Drills
The twist drill is one of the important, least understood, and most neglected of all cutting tools. Drill point standards are accepted based on inflexible precedent rather than logical deduction and experimentation. The 118-degree point, when the full length of the cutting for example, is erroneously assumed to be a good compromise or general-purpose point for drilling a variety of different metals. Varying the point angles has nothing to do with cutting action. A compromise between high- and low-lip clearance angles, not the non-cutting point angles, is the determining factor for a general purpose cutting tool. Lip cutting edge clearance angles must be adjusted to the metal's degree of hardness and machinability (generally, the harder the metal, the less required cutting edge clearance.)
In Figure 1-A, the full lengths of the cutting lips are involved in cutting action while, in Figure 1-B, only 64 percent of the lips lengths are involved in the same depth of parent metal. Maximum rate of penetration into metal occurs only when the full length of the cutting lips are involved in the material. Therefore, the more blunt the point, the sooner the lips are involved in full cutting action.
Although both A and B have the same width denoting the same drill diameter, the more blunt point of Figure A has shorter over-all cutting lip length than the one in Figure B. This means that Figure B would drill the same size hole, but with longer lip lengths and a wider ribbon, thus creating more torque for the same size drill. Specifically, the lip length of a l-1/2 inch-diameter drill with 140-degree included angles will measure 0.865-inch per lip and the same drill with 118-degree included angle will measure 0.956-inch length per lip, or the equivalent of drilling with a 0.182-inch larger diameter drill. With larger drills of the same diameter, the spread is increased accordingly.
In Figure 2, the chisel's profile is flat (linear), running straight across the drill. Sharp, acute angled corners are formed where the chisel ends join with the web surface. When drilling a hole, the chisel's full length contacts metal, and the corners simultaneously augur into the metal immediately producing chips. Furthermore, the flat ground facets produce a pronounced sharp edge on the chisel. As a result, the chisel has outstanding extruding properties permitting less thrust, less heat, and greater productivity than the conventional drill.
The conventional drill has a bow shaped (non-linear) chisel which wears a saucer shaped depression in the metal for the full depth of the hole. In stainless steel, frictional heat is sufficient to turn such a drill blue, generating temperatures over 1000ºF. The conventional drill, with rounded surfaces on each side of the point, has poor extruding properties and requires high thrust pressure.
Multi-Facet
During drilling operations, the by-products of rotational energy are chips and heat. Multi-faceted geometry generates less heat than any other drill point pattern. With equal diameters, the multi-faceted drill features 50-percent less thrust and 60-percent less heat than a conventional drill.
Four-faceted drill points consist of separate cutting lip (primary) and secondary heel clearance (relief) facets. Extending the secondary facets to the midway point of the chisel produces the apex (point) at the center of the chisel's long axis, Figure 3. A self-centering point is produced, eliminating center punching and pilot holes. This point will not walk and is the most accurate of all the points. It is especially applicable to NC machines and can be ground on the largest drills. Primary facet angles are determined by the nature of the drilled material while the secondary facet angles are at 20 degrees.
The six-faceted drill with secondary point angles (SPA) is the most durable of points, but least understood and utilized. Figure 4 shows the fifth and sixth facets forming secondary drill point angles. The weakest areas of the point are the outside-cutting lip corners, which are also exposed to the greatest amount of stress and travel. Consequently, drill points break down most frequently at these corners. Secondary point angles reduce the acute angles to reduce corner break down. Regrinding frequency is reduced and drill life increased. Secondary point angles also produce cutting lips that angle toward the heel corners. As the drill rotates, the back angle of the secondary lips cuts metal with a slicing action, which further reduces lip corner breakdown, drag, heat, drill torque, and binding as the drill exits from the bottom of the hole. This point is ideal for core holes and tubular material, producing burr-free holes. Also, hole accuracy is greater because the secondary point angles offer a self-seating, reaming action that resists lateral pressures. This point has good chip breaking properties because the primary and secondary cutting edges produce an angular formed ribbon that breaks more readily as it curls against the flute surfaces. A written testimonial from a reputable automotive firm indicated 300 percent more productivity than with new factory drills.
The specific angle that is ground on the secondary point is determined by the primary point angles. The angles should be split evenly as shown in Figure 4. As an example, if one side of the primary point angle is 67 degrees, then the secondary angle would be half of that or 33-1/2 degrees.
There are some exceptions in splitting the angles. In plastics, the secondary angle should be increased. Lip clearance angles of secondary cutting lips are generally the same as the primary lip clearance angles. Secondary point angles can be added on all twist drills for increased accuracy and durability.
Split Point
One of the most productive of all twist drills is the conventional split point. However, this drill has its limitations since it cannot be utilized on drills beyond 1/2 inch diameter. In addition, the neutral corners that result from splitting the point impede the escape of the chips, resulting in a weld bead. The weld bead has a tendency to cancel the advantages of the split point. The split point is a most exacting and critical geometry to regrind at the local shop level.
The modified split point (MSP) overcomes the shortcomings of the conventional split point (CSP) and regrinding the more productive MSP is not critical. In Figure 5, the web's notch has a positive rake, resulting in secondary positive cutting edges up to the chisel. The MSP can then be ground on drills up to 3 inches in diameter. The chisel length can be reduced accordingly to lengths ranging from 0.050 inch for three-inch-diameter drills to 0.010 inch for 1/4-inch drills. Therefore, MSP produces a self-centering drill which eliminates the need for pilot holes even for drills as large as 3-inch diameter.
Notches are ground parallel to the flute angles allowing chips to flow freely up the flute. With the notch on the opposite web that angles diagonally up and away from the other notch, the web thickness is not compromised, permitting a stronger point that allows increased thrust to drill holes more rapidly.
In sharpening the MSP, the rake across the web (the notch) can be varied, ranging from 5 degrees for the softest material to minus 5 degrees for the hardest materials. The MSP is especially outstanding for stainless, Inconel, titanium, and other difficult metals.
Dubbed Drills
The dubbed drill, Figure 6, can be used for drilling many materials in addition to brass and copper. Conventional twist drills have maximum positive rake (angle or pitch) of the flutes at the outer extremes of the cutting edges. The drills gradually approach a neutral or slightly negative angle at the web center, depending on the drill's helical nature. This results in cutting edges with a varied cutting action, reduced to a minimum in the vicinity of the drill's center and excessive at the outside lip corners where there is the highest degree of rake and rotary travel. This situation puts the cutting edges in the OD area under tremendous stress and is a primary reason for lip corner breakdown.
Dubbing the flute surfaces produces uniform rake angles across the full length of the cutting edges. Cutting action is increased in the central area of the drill where it is normally minimal, and gradually decreased toward the OD where it is normally excessive. More equalized distribution of cutting action occurs across the lip's full length, thereby reducing corner breakdown while markedly increasing drilling efficiency.
As shown, the dubbed cutting edges have reduced the chisel's length. A dubbed drill is also self centering and eliminates web thinning, center punching, and pilot holes. The notches on this drill also angle away from each other to preserve the thickness of the web's central surface for greater strength against crushing forces.
Figure 7 illustrates cross sections of dubbed rake angles, but the lip relief angles remain unchanged in both figures. The cutting edge, shown on the right, is producing the thicker chip because of an increased rake of the dubbed flute surface. Such geometry produces a planning action due to a low lip-relief angle which reduces hogging-in and drill chatter, thereby increasing productivity and accuracy. Reducing the chisel (as shown in Figure 6), and increasing or decreasing the rake accordingly, permits a dubbed point to drill hard or soft metals, bakelite, fiberglass, plexiglass, copper, or brass. When drilling very soft copper or brass, 5-degrees negative rake should be used and, as metal hardness increases, the rake should be adjusted towards a positive rake angle accordingly.
Avoid Unequal Lands
Drills with unequal lands cannot be ground properly because the cutting lips are not 180 degrees from each other. Such drills, even new ones, will not drill efficiently or accurately. However, dubbing such drills will dress out the difference, leaving dubbed lips at a precisely opposite 180-degree position from each other and in uniform configuration of flute-to-flute surfaces.
An additional problem is the numerous flute surfaces that have rough serrated surfaces that result in saw-toothed cutting edges that break down more readily. Dubbing also solves this problem, producing smooth uniform surfaces on such drills, thus increasing lip life.
Materials
For stainless steel, drills are ground with 140-degree included drill point angles which assure maximum lip involvement in the minimum amount of time. Also, 10- to 12-degree lip-relief angle facets assure more positive cutting action. The key to drilling stainless steel is to avoid work hardening by obtaining maximum cutting action in minimum time. (The recommended point is shown in Figure 5). Secondary cutting lips constitute 10- to 15-percent of the lip's overall length. The notches (Figure 5) may vary from 5 degrees for soft stainless, to neutral for semi-hard, to minus 5 degrees for hard metals.
Plastics demand the highest degree of drill point accuracy and the most blunt of all points. In a recent test, plexiglass, 1/8 inch thick, was drilled at 35ºF with a variety of drill diameters and point angles. Beginning with 80-degree included-angle drill points, the material shattered every time the drill point emerged through the bottom surface of the material. As the point angle was increased (more blunt, destruction of the plexiglass was reduced. At 134 degrees, breakage was markedly reduced. At 142 degrees, there was no breakage. Chipping around the bottom shoulder of the hole was eliminated with secondary point angles (Figure 5). In this particular case, the secondary cutting lips were 20 percent of the overall lip length. The recommended 60- to 80-degree included-angle points were found to be the most destructive in drilling plexiglass.
With such a spear-shaped point, when the drill begins to emerge from the materials, a small irregular circular-shaped hole with feathered edges develops in the bottom surface. Consequently, the spear shaped cutting lips wedge into the feathered edges at right angles, causing a binding and locking action that instantaneously shatters the material. A blunt point with less wedging action exits more gradually with its cutting lips more parallel to the feather-edges.
In the final analysis, the most effective point consisted of 144-degree included angles for the primary point, 80- to 85-degree included secondary point angles, 4- to 5- degree primary lip clearance angle facets, and 20-degree secondary heel clearance facets (20-degree heel clearance facets are automatically ground whenever primary angle facets are 8 degrees or less. As the primary facet angles are reduced, the secondaries should be increased accordingly (Figure 8). Thus, blunt drill points with lip clearances adjusted for specific materials have equal application on hard and soft ferrous, non-ferrous, and some non-metallic materials.
Lip Cutting Edge Clearance
Excessive lip clearance is extensively practiced throughout the U.S. It causes severe hogging-in and material destruction in fragile material. Also, it produces over-sized holes and is a primary cause for reduced cutting edge life. Such excessive clearance is due to the tendency to incorrectly view the drill (as shown in Figure 2). In viewing the drill, most readers would insist that the drill has little or no lip clearance. However, it is an optical illusion since that drill actually has a high clearance of 15 degrees. Practically all craftsmen try to determine lip clearance by looking directly into the drill. In doing so, one is looking into a compound angle at the over-all surface of the drill, rather than a side profile of the cutting edge.
A fast and positive method to view lip clearance angle is to read the chisel line angle (chisel's length). If the chisel's line angle is on a vertical plane pointing to 12 o'clock (90 degrees in relation to the cutting edges on a horizontal plane), lip clearance would be zero. But as lip clearance is gradually increased, the chisel line inclines diagonally to the right towards 1 o'clock (see Figure 2). Therefore, by paralleling the cutting edge with a protractor, a reading of 110 degrees of the chisel line angle denotes approximately 5 degrees or low clearance; 120 degrees indicates 8 degrees or medium clearance; 130 degrees indicates 11 degrees or high clearance; and 135 degrees indicates extra high clearance. With some practice, a glance without a protractor will reveal the clearance status quite accurately.
Using a two-faceted drill (Figure 2), a slight impingement of about 1/32 inch first occurs at the rear outside heel corners when constant lip clearance is reduced to 7 degrees. At 5 degrees, impingement is approximately 1/16 inch, and further clearance reductions result in a triangular shaped impingement radiating primarily toward the lips and secondarily towards the chisel. Therefore, a small secondary facet (Figure 8) is required only when the constant clearance is 8 degrees (medium clearance range) and the secondary clearance facet size is increased gradually toward the cutting edge (see Figure 4), as the primary lip angle is reduced accordingly to the 5 to 3-degree range (low and extra low clearance range).
In selecting the correct lip clearance angles, it is necessary to analyze the material's machinability, hardness, brittleness, and fragility. Since drill chatter and hogging-in can be detrimental to both the drill and material, reduced clearance in a fragile or hard material is required. Reduced clearance produces a more accurate hole while permitting increased drilling speeds to compensate for chip thinness.
Productivity
The metal fabricating industry is often behind the times, losing countless millions of dollars due to low-speed drilling operations. High-speed and flood cooling is the ultimate answer for high productivity. However, drill presses must be in top condition with a high degree of accuracy. Many factory-ground drills generally do not meet such accuracy requirements due to mass production. Various drill sharpeners, which lack proper mechanical design and concepts, also fail to meet these requirements.
Spade Drills
Spade drill blades utilize the same geometry as twist drills discussed in this article and are fabricated with more blunt points. The spade blade has numerous superior advantages over twist drills such as permitting a more open channel for the coolant to reach the cutting area in the hole, elimination of wookpeckering in deep holes, and excellent chip breaking properties. Since the spade blade holder is a thick-walled tubular structure, it possesses superior torque properties, permitting much deeper holes than twist drills. One holder can accommodate up to eight different size blades, drastically reducing both cost and storage space to a fraction of eight twist drills. The operator has more flexibility to meet specific drilling requirements because holders are produced in different lengths. A primary objection to greater use of spade blades has been the expensive and time-consuming resharpening opertion. However, J & A machinery has recently developed s simplistic machine that rapidly sharpens spade drills.
Conclusion
Common in American machine shops are bent drills with excessively thickened webs, large nicks and chips on the cutting edges, badly worn margins, scored and distorted shanks and cheap quality drills. Top quality work requires top quality drills. It is impossible to calculate monetary loss as a result of unproductive drills. The loss is caused by the scrapping of costly, finished workpieces nullified by the final step—the drilling operation. The loss is compounded by a general lack of knowledge of drill point geometry and failure to take advantage of what the many geometrical patterns have to offer.
















Related Content

Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
Read More
An Additive Manufacturing Machine Shop
Finish machining additively manufactured implants requires different pacing and workflow than cutting parts from stock — different enough for an experienced manufacturer to warrant a dedicated machine shop.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More