Collaborative Robots Cut Crown Production Time
This manufacturer of dental implants is realizing faster turnaround time for crowns by using collaborative robots to tend its machine tools.

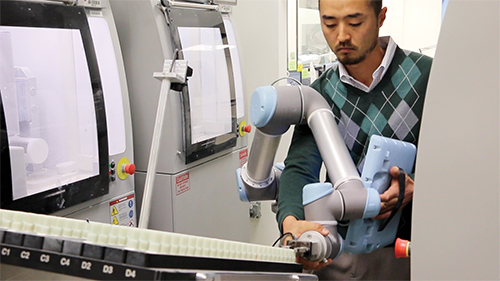
Automation engineer Daniel Phee uses a combination of script and the “teach method” to program the UR5. The teach method allows the user to grab the robot arm and move it through the desired way points, hereby teaching the robot its required task.

Glidewell Laboratories currently has six UR5 robots that each tend four CNC milling machines for automated machining of dental crowns.

A camera monitors the 16 different shades of blanks used for the crowns. If a dispenser is empty or jammed, the operator is alerted to fix the issues. In the meantime, the UR5 is directed to carry out the next order in the queue to ensure continuous operation.

After the UR5 picks the blank out of the dispenser…
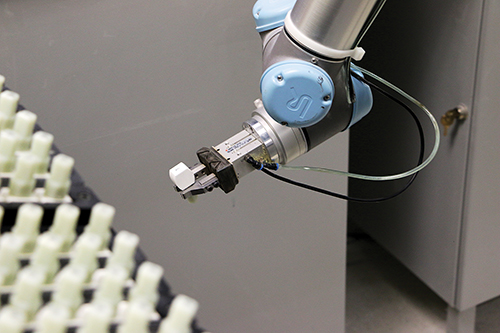
…the robot places it in front of the scanner to assign the specific patient information to the block serial number, ensuring that the crown goes to the correct patient.
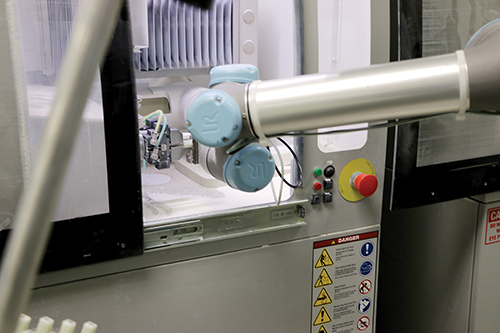
After machining, the robot…

…places crowns on a conveyor belt to be processed by technicians.
Share









Prior to automating its dental crown machining processes using collaborative robots, it took Glidewell Laboratories a full five days to go from tooth impression to machined and completed crown. Now, the Newport Beach, California, dental lab does this in four days or less, using four machine cells each tended by a UR5 robot from Universal Robots.
Established in 1970, Glidewell specializes in crowns and bridges, removable full and partial dentures, dental implants and prosthetic components, and full-cast restorations. The typical milling cycle time for an individual BruxZir Solid Zirconia crown is 10 minutes. Because it wasn’t feasible to have an operator stationed at a machine to manually load and unload each blank, the lab initially created fixtures that each held 15 crowns to be loaded into a machine. Operators would replace those fixtures every two hours. However, machines would sometimes sit idle waiting for all 15 orders to arrive before starting the batch-milling process.



David Leeson, engineering manager at Glidewell, considered Universal Robots’ UR-model collaborative robots as he researched potential automation solutions. Being “collaborative” means that these robot can work directly next to employees, without safety fencing, because built-in force-sensing technology causes them to stop operating if they touch an employee (adhering to the current safety requirements on force and torque limitations).
Distributor Numatic Engineering, a division of Motion Industries, specified the UR5 robot for Glidwell’s particular application.
“I had followed the collaborative robot development for a while, and hearing that the UR-model robots from Universal Robots were used at BMW was a vote of confidence,” Mr. Leeson says. He bought Glidewell’s first UR5 robot in 2012 and now has six of them, each tending a four-machine cell. In fact, the seventh robot has been ordered and will soon be delivered.
The UR5 robot weighs 40.6 pounds and has a maximum payload of 11 pounds. It has a reach of 33.5 inches and repeatability of 0.004 inch. “In our history of automation, we used conventional industrial robots,” Mr. Leeson says. “We had to build a large enclosure and separate the people from the robot, which is expensive, takes up space and is less flexible. It is also a safety concern if somebody defeats the interlocks on a robot enclosure. We don’t have to worry about that with the force-sensing technology found in UR-model robots.
“Plus, working with a collaborative robot still requires some degree of human interaction and our employees like that. They see the robot as less threatening.”
For each cell, a UR5 robot picks a crown blank to be milled from a dispenser such as the one shown on page 136. The crowns are available in 16 different shades. A vision camera ensures that the robot picks a blank with the correct shade. In addition, the camera detects if a dispenser is empty or jammed, so the robot can pick a different crown to machine, ensuring continued production while an operator is alerted to fix the dispenser issue. The UR5 places a blank in one of the machines, removes it once the 10-minute milling cycle is complete and places the machined crown on a conveyor.
This single-part flow process means it is no longer necessary to wait for 15 crown blanks to load into a machine at one time. Achieving a single-part flow with the UR5 robot has cut the total crown production time from 28 to 17 hours, speeding shipping by a day or more.
“Not having to wait for 15 orders to arrive before we can start the milling process is one thing,” Mr. Leeson explains. “We’re also able to generate an NC program for each blank automatically, without user interaction for nesting. Automating the NC program also means that we can transport the job information digitally (instead of physically with a box on a cart) and apply simple rules to automatically route crowns to the correct milling center.”
In addition, the optimized production cycle means that Glidewell can save two operators per shift in the milling room. “We run a 24/7 operation, and the robots have freed our employees to focus on other complex tasks, which also improves our overall product quality,” Mr. Leeson says.
Automation engineer Daniel Phee, who had no prior experience with collaborative robots, was surprised at how simple it was to program them. “The interface on the touchscreen makes it very easy,” he says. “I used a combination of the teach method and my own script.” The teach method enables users to simply grab the robot arm and move it through the way points to complete the desired task.
Glidewell Laboratories has grown every year since its inception, and Mr. Leeson sees robotic automation as key to sustaining this trend. “We will likely get three to four more UR robots in the near future,” he says. “We’re also looking into automating other steps in our production where we see the UR robots playing a key role.”
In fact, the single-part flow process that these collaborative robots enable for effectively machining crowns will also be applied to other production areas, so he anticipates even further savings.








Related Content

3 Ways Artificial Intelligence Will Revolutionize Machine Shops
AI will become a tool to increase productivity in the same way that robotics has.
Read More
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
Read More
Aerospace Shop Thrives with Five-Axis, AI and a New ERP
Within three years, MSP Manufacturing has grown from only having three-axis mills to being five-axis capable with cobots, AI-powered programming and an overhauled ERP. What kind of benefits do these capabilities bring? Find out in our coverage of MSP Manufacturing.
Read More
Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More