
Creep-feed Grinding Is A Milling Process
Because creep-feed grinding is essentially a milling process, why not use a VMC? A grinding machine supplier describes how a VMC platform can make creep-feed grinding more effective.
.jpg;width=70;height=70;mode=crop;format=webp)



The ground surface above was creep-feed ground by using the machine’s rotary axis to feed along the arc of the part.

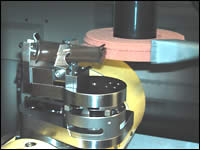
The machine is used in conjunction with a coolant system (to the left of the machine) able to deliver the pressures and flow rates required for creep-feed grinding.
Creep-feed grinding is an abrasive machining process, but beyond that, it doesn’t resemble other forms of grinding. Nelson Beaulieu, grinding product manager with Hardinge Inc., says it makes more sense to characterize creep-feed grinding as a milling process.
After all, creep-feed grinding employs a deep cut and a high metal removal rate, and it features a low feed rate in place of fast reciprocating motion. The “tool” in creep-feed grinding—the grinding wheel—gets buried in the material like a milling cutter.



In fact, that tool gets more effective as its diameter shrinks down closer to the dimensions of the largest milling cutter on a typical machining center. And if the machine itself is designed like a vertical machining center, he says, then a tool such as this becomes more practical.
Mr. Beaulieu says these points summarize the thinking behind his company’s VMC-based grinder. The FGC 2 “flexible grinding center” from Bridgeport (a Hardinge company) represents a departure from traditional creep-feed grinder designs—and the orientation of the spindle is perhaps the most fundamental difference.
Up Out Of The Way
When creep-feed grinding was first developed, Mr. Beaulieu says, practically all grinding machines had horizontal spindles. Creep-feed grinding naturally built on this platform. However, one of the basic requirements of this horizontal design is a big wheel. The wheel diameter has to be large enough for the edge of the wheel to clear the spindle housing and reach the table.
This requirement imposes limitations, he says. Coolant penetration is essential to effective creep-feed grinding, but the wide arc of the big wheel results in a tighter space for this coolant to try to reach. In addition, the big wheel makes it impractical to interpolate along complex machining paths. Instead, parts are often held on complex fixtures, and the part may be moved from fixture to fixture on one creep-feed machine after another as different features of the part are ground.
By contrast, lifting the spindle housing out of the way of the work zone makes it easy to apply a smaller wheel. Coolant can thus be delivered to the cut more effectively, and the part can be fed through rotary axes to let the small-diameter wheel use tool paths like those of a five-axis machining center.
The FGC machine essentially is a five-axis machining center. However, because the work is grinding instead of milling (milling in the conventional sense, that is), the machine had to deliver the sort of stiffness that is a key strength of the traditional horizontal platform. Unlike a typical VMC, the rigid cast iron base of this machine weighs 30,100 pounds. Also unlike a VMC, the machine is used in conjunction with a special coolant system able to deliver the 1,000 psi or 50 gallons per minute that creep-feed grinding requires.
These changes mean the vertical machine is not necessarily less expensive initially. Mr. Beaulieu says the savings come once the machine is applied. Sources of savings include:
- Fewer fixtures or fewer machines. Instead of multiple setups, it may be that all of the grinding can be performed in one setup.
- Reduced setup time, because the need for complex fixturing can be eliminated.
- Fewer machining operations, because the ability to reorient the part within the cycle can make it possible to machine separate features with the same wheel.
- Faster machining (over and above the setup time savings), because the smaller wheel can be moved more nimbly. Mr. Beaulieu says the user can take a lighter depth of cut on this machine and still achieve a higher metal removal rate because the potential feed rate is that much higher.
Conventional Machining
Further savings come when the machine is used exactly as a conventional VMC. Its spindle uses a machining center’s standard BT interface for the tooling, and grinding wheels are delivered to the spindle via a standard machining center toolchanger. The same system can therefore be used to apply more typical machining center tooling within the same cycle. That is, mills or drills can wait in the tool magazine alongside the wheels. If some milled or drilled feature needs to locate with respect to a ground surface, then it makes sense to let the machine produce those additional features while the part is still set up.
One other way the VMC platform makes creep-feed grinding easier to apply relates to resources outside the work zone. With the machine so similar to a standard machining center, it becomes possible for machining center personnel to program and run the creep-feed process effectively. The pool of available talent therefore increases. As Mr. Beaulieu points out, “There are a lot more milling operators out there than there are grinding operators.”












Related Content

10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
Machine Monitoring Boosts Aerospace Manufacturer's Utilization
Once it had a bird’s eye view of various data points across its shops, this aerospace manufacturer raised its utilization by 27% in nine months.
Read More
SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read More
Toolpath-Level Machine Monitoring Improves Aerospace OEE
Machine monitoring software that records historical efficiency to the toolpath level helped aerospace manufacturer Leesta improve its OEE by ten points.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More