
Cutting Tool Vibration Control Technology Boosts Machining Productivity
Sponsored ContentCutting tools with vibration control technology can substantially increase machining productivity on almost any machine tool or workpiece.
Share
Uncontrolled vibration creates multiple problems in metalcutting operations. Varying forces in the cutting process cause vibration and tool chatter that degrade part surface quality, quickly wear or break cutting tools and damage machine tool components.
Passive/dynamic vibration damping enables productive, high quality machining with much larger tool length to diameter ratios.
Trends in product design have also created more vibration issues. To enhance product strength and reduce assembly costs, manufacturers are increasingly machining large “monolithic” parts, where a single piece replaces several previously assembled components. Producing internal features of these parts requires tools to reach into deep cavities, and the extended tool length further exaggerates vibration.
Attempting to minimize vibration by reducing cutting parameters decreases productivity and increases manufacturing costs. Instead, the best way to control this unwanted vibration is with passive/dynamic systems that utilize tuned mass damper concepts to absorb vibration before it progresses and disrupts the machining process.
Seco Tools uses this principal in its Steadyline® system of turning, boring and milling tools. Here’s more on what works, and what doesn’t, to control chatter in your turning and machining processes.
How Passive/Dynamic Vibration Damping Works
In metalcutting, vibration is generated by the changing forces that occur when making chips. The intermittent forces are apparent in the interrupted cutting process of milling and also appear in turning operations when the toolholder bar is periodically loaded and unloaded as chips form and break.
A passive approach to vibration control in machining operations involves maximizing the rigidity of elements within the machining system. For example, to restrict unwanted movement, machine tool manufacturers can utilize rigid structural elements, fill internal chambers with concrete or another vibration-absorbing material and make machines larger and heavier overall.
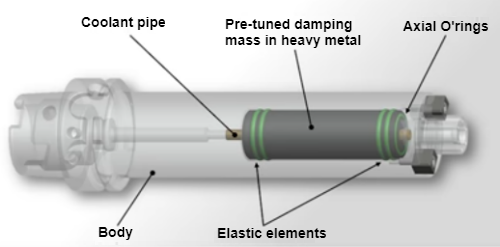
Damping is provided by a passive/dynamic system. Inside the holder’s
body a heavy metal mass counter-acts against the vibration created from
the holder’s flex during machining.
From a workpiece perspective, thin-walled parts and those with unsupported sections are prone to vibration when machined. To a limited degree, parts can be redesigned to improve rigidity, but such design changes can add weight and compromise product performance.
For cutting tools, a passive approach to vibration control requires the use of short, rigid tools and replacement of steel toolholders with those made of stiff tungsten carbide.

But manufacturers today want to achieve higher machining productivity without compromise to machine or workpiece. This is why manufacturers increasingly apply mass damper devices to overcome vibration. A tuned mass damper is a component suspended within a machine or structure that is designed to resonate out of phase with the unwanted vibration, absorb its energy and minimize the vibratory motion.
A passive/dynamic approach to vibration control for cutting tools applies the tuned mass damper concept. The Steadyline® system from Seco Tools, for example, features a pre-tuned vibration damper consisting of a heavy metal mass suspended inside the toolholder bar. The damper mass is made of high-density material to minimize its overall dimensions and absorb vibration as it is transmitted by the cutting tool to the body of the bar.
In the Steadyline® system, the vibration-absorbing mass is positioned at the front of the bar, where the potential for deflection is highest. In this position, the mass can dampen vibration immediately, following its transmission from the cutting edge to the body of the bar. The system also includes short, compact GL cutting tool heads that place the cutting edge close to the damping mass to maximize the vibration-absorption effect. The system is adaptable to a wide range of applications and is most useful in milling (contouring, pocketing and slotting), turning and both rough and fine boring operations.

With a standard tool (right) chatter resonates throughout the entire body of the
toolholder. With Steadyline® (left) the damper mass quickly absorbs vibration to permit higher cutting rates.
The Steadyline® system enables typical long-overhang operations to be performed at least twice as fast as with non-damped tools while enhancing part surface finish, extending tool life and reducing stress on the machine tool. Passive/dynamic vibration damping technology makes it possible to accomplish certain applications, such as some uses of tool lengths of up to 10 times bar diameter, which would not otherwise be possible even at minimal machining parameters.
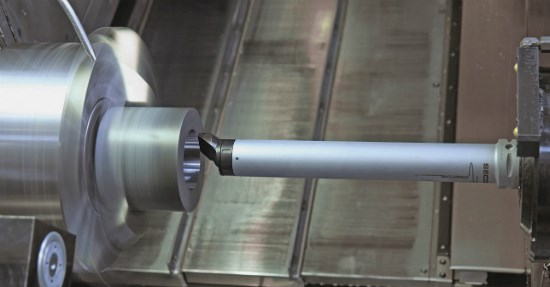
Seco Tools Reaming, Boring & Tooling Systems Product Manager Mike Smith explains the Steadyline® system for turning tool and boring bars.
Cutting Tests Tell The Story
A good example of the Steadyline® system’s effectiveness involved a difficult boring operation in 42CrMo4 steel where a cylindrical 4.165" (105.8 mm) bore was enlarged to a conical 5.079" (129 mm) bore in five roughing passes at a 0.118" (3 mm) depth of cut decreasing to 0" (0 mm) depth. With a bar 3.150" (80 mm) in diameter, the initial cutting length was 23.622" (600 mm), representing an extended tool length-to-diameter ratio of 7.5 to 1.
Roughing was accomplished at a feed rate of 0.0128 in/rev (0.3 mm/rev) and cutting speed of 515.092 ft/min (157 m/min). Pre-finishing to a final 5.118" (130 mm) diameter took place at a 0.0197" (0.5 mm) depth of cut, 0.0079 in/rev (0.2 mm/rev) feed rate and a cutting speed of 656.168 ft/min (200 m/min). Even though the workpiece’s size prevented use of the full rotational speed capability of the Steadyline® bar, machining time in the operation was reduced from 12 hours to 2 hours (more than 80 percent) with the passive/dynamic vibration control system.

Demonstrating the Steadyline® system’s benefits in a side milling operation, a Seco Combimaster® milling cutter holder without passive/dynamic vibration control was applied with a 0.787" (20 mm) diameter cutter at 1,023.62 ft/min (312 m/min) and 0.118 in/tooth (0.3 mm/tooth) feed rate at a cutting depth of 0.035" (0.9 mm) in 1.1206 CK50 steel.
Download Steadyline® brochure
When a version of the same tool employing the Steadyline® system was applied at the same cutting speed and feed as the undamped version, it could increase cutting depth by 2.3 times to 0.0866" (2.2 mm) without unwanted vibration.
Producers of oil and gas equipment, those in the power generation and aerospace sectors are prime candidates for the use of passive/dynamic vibration control systems, as each of these industry segments regularly deal with large, complex parts with features that require the use of extended-length tools. Additionally, such parts are usually made from tough alloys that are difficult to machine and thereby produce significant vibration-generating cutting forces. It is clear, however, that nearly every manufacturer can expand capabilities, improve productivity and reduce costs with the vibration-absorbing properties of Steadyline® tooling.
Seco’s Jetstream Tooling® high-pressure coolant can be applied to Steadyline® boring bars for turning and thread turning using Seco’s GL-Heads.
Hardware, Mounting and Application Considerations
The Steadyline® passive/dynamic vibration control system includes a comprehensive selection of hardware for milling, turning and boring applications that manufacturers can assemble to meet widely varying parameters and requirements.
The turning tool system, which can be used for turning and boring, includes seven shank diameters, including 32 mm, 40 mm, 50 mm, 60 mm and 80 mm, as well as 2.5" and 3.0" sizes. Three tool lengths—6xD, 8xD and 10xD—are available for each diameter with a variety of machine-side connections. These include cylindrical shanks for 32 mm to 80 mm metric and 1.25" to 3" imperial, as well as Seco-CaptoTMand HSK-T/A tool holders.

For milling Steadyline® vibration-control configurations are available with CombimasterTM replaceable head milling cutters.
Bars with diameters of 1.969" (50 mm) or less directly accept compact GL cutting tool heads with accurate polylobe-based connections that are secured via a fast and convenient nut system. Bars with diameters of 2.362" (60 mm) or larger feature BA connections that are locked by four Graflex screws and allow 0˚/180˚ positioning. These larger bars can be used for turning with BA-to-Seco GL adapters and compact Seco GL50 cutting tool heads, as well as for boring with BA boring heads available as custom tooling.
GL heads exist for rough and fine boring applications, as well as for turning applications with right-hand and left-hand cutting versions. Negative inserts are offered for roughing and positive inserts for finishing, as are inserts for threading, grooving and parting-off.
In addition to a wide selection of standard tools, Seco also provides custom problem-solving solutions, such as bars with multiple cutting edges and very long bars (more than two meters) for special applications.
For milling, Steadyline® vibration-control configurations are available with TMCombimaster replaceable head milling cutters for diameters from 0.787" to 1.5748" (20 mm to 40 mm) and shell-mill holders for cutters from 1.5748" to 6.299" (40 mm to 160 mm) in diameter.
Both the CombimasterTM and shell-mill versions are suited for square shoulder, copy, end, face, plunge and disc milling with many insert styles, as well as contouring and helical interpolation ramping. The tool bodies’ conical-reinforced cylindrical shapes achieve high static and dynamic stability in heavy milling applications. Seco-CaptoTM, HSK-A, BT, CAT and DIN (including a taper face version) machine-side connections are available for milling holders.
Custom tooling for milling applications can also include special components such as shrinkfit clamping and special collets.
Go here for more on the Steadyline® system or download the brochure now.