Mountain bikes are not the same as other racing vehicles.
They’re not the same as cars or motorcycles, for example.
If a component of a racecar starts to fail, the car might keep going, and the driver might even finish the race. With a mountain bike, that’s unlikely to be the case. When a bike component fails, the rider loses control—and at downhill racing speeds, this is likely to lead to serious injury. That’s why bike racers are so sensitive to the quality of their equipment, say brothers Dennis and D.J. Paulson. In fact, mountain bike racers tend to be more interested in manufacturing than almost any other type of competitor or sportsman.
The Paulsons appreciate that interest. They own bike component maker Straitline Components on Vancouver Island in British Columbia, and they love manufacturing, too.
Mike Paulson and his elder son Dennis started Straitline in a garage. The company was a job shop then. It’s still a job shop today—but contract machining now accounts for just one-third of the company’s business. In the early 2000s, the Paulsons learned a lesson about the peril and vulnerability of job-shop machining. Without warning, the shop’s largest customer went out of business—a casualty of the dot-com bust. During the traumatic period that followed, the shop owners resolved to set themselves free from other companies’ business cycles by creating their own successful product.
That was easier said than done.
Various less-than-successful attempts ensued. There was a golf putter. There was a kitchen accessory. There was a device for cutting nautical rope (this product the “Sea Saber” is still in production and still winning sales). But the real success came when the Paulsons decided to try to make bicycle components that were better than those available for their own recreational mountain bikes.
Today, the company’s products range from aesthetic and ergonomic brake levers, to high-performance stems that hold the handlebars, to bash rings that protect bikes’ chains during off-road riding. One of the company’s more-recent successes is a rugged pedal design that replaces freely rotating bearings with bushings that improve durability and give the rider greater control. Thanks to products such as these—and the recognition that has come from the products being chosen by top competitive riders—the predictability of the shop’s machining workload has dramatically improved. The newfound stability has even improved the contract side of the business, because it has freed the shop to focus attention on the customers it is best equipped to serve. In short, Straitline has found its freedom from business cycles, and that freedom came from the business of cycles.
Yet at least one thing hasn’t changed. In fact, one strikingly important thing hasn’t changed. Through all the company’s growth and transition, the size of the machine-shop staff has remained the same. Specifically, the machining department staffing has remained at 2 1/2 people.
That figure was the effective staffing back when the shop was new. Younger brother D.J. Paulson was still learning machining then. Now, the company has eight employees, but most of those people do work related to assembly, sales, marketing and/or filling orders. In the machining area, D.J. and employee Eric Stade work full time, while Dennis is able to give half his time to production. Thus, the number is still 2 1/2. Rather than adding people, this shop has found increased production capacity by investing in automation.
The Pallet System Purchase
One of the Paulsons’ priorities is a belief in owning manufacturing. Straitline insources whatever production it reasonably can. It does this for the sake of understanding that production more thoroughly and perhaps winning some efficiencies from it. A walk around the shop floor reveals how far the shop’s management has carried this philosophy. One of the company’s products includes a chain-guide component that incorporates a tough polyurethane grade used in mining applications. To work with this material, Straitline (which until that moment had been solely a machining facility) installed an injection molding machine. Similarly, to avoid relying on an aluminum supplier for pre-cut blanks, the shop recently purchased an automatic horizontal bandsaw from Hyd-Mech. The shop even has a tiny punch press for making its own plastic washers used in pedal assemblies.
Not all machine tool purchases have gone well. Years ago, a used HMC proved to be so costly to bring into service and so unreliable that the shop eventually sold it for parts. Experiences such as this one have made the shop careful about equipment purchases. However, to avoid having to meet its increased production needs through offshoring—a practice that is well-established among bike-related manufacturers—the company realized it would have to invest, and invest big.
Straitline is located in a high-wage country, Canada. But just as significantly, Straitline is located in a non-industrial part of that country. With limited options for dramatically increasing manufacturing staffing, it became clear to Straitline that automating—and therefore using labor strategically—would be essential not just to keep up with growing demand for the bike-component lines, but also to keep up with that demand cost-effectively. This time, though, rather than buying a stand-alone machine and rather than buying it used, the Paulsons would buy a complete, brand new system, and they would buy it from an integration specialist that could help them outfit the system and get it up to speed.
“In the end, we decided to just go all out,” younger brother D.J. says.
The company chose a pallet system from Mori Seiki (now DMG/Mori Seiki) consisting of an NH4000 DCG HMC with nine different pallets fed to the machine by an automated shuttle. The system remains the most significant machine-tool purchase in the history of the shop.
“And we never looked back,” D.J. Paulson says.
Going Dark
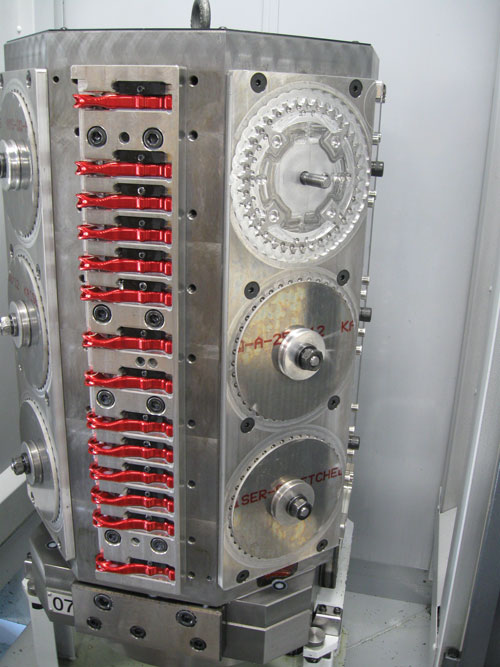
The pallet system opened Straitline’s eyes to the power and potential of unattended production. Ellison Technologies installed the system, and the Ellison representatives were conservative in forecasting how many hours per day of unattended production Straitline could expect. The shop soon left that figure far behind. Today, Straitline routinely achieves 18-hour stretches of uninterrupted production. The keys to this success, the Paulsons say, include dense fixture designs that accommodate a large number of parts per setup on each tombstone face, plus part programs that draw upon the same standard selection of cutting tools, regardless of the part number. With these and other process elements in place, the system can keep on making parts, tombstone face after tombstone face and pallet after pallet.
D.J. usually runs the machine. His role is much more like “harvesting” the finished parts (and “seeding” new setups) than it is overseeing machining. The actual machining takes place after he has walked away. This system runs 25 part numbers, most of which require two operations. One part number requires three.
That three-operation part actually helps illustrate one of the subtle but significant advantages of in-house manufacturing. Straitline’s brake levers include “grip dimples” that are machined after anodizing. Having the exposed metal stand out from the anodized color produces a dramatic aesthetic effect. Thanks to in-house production, no complex supply chain is needed to carry out this process of machine-anodize-machine. As a result, the brake levers are available in eight different anodized colors. With a supply chain, Straitline says, each color selection would have to be made in large quantities. This would require distributors to order large quantities and stock the excess, which would be impractical. But with manufacturing performed largely in-house (only anodizing is external), the parts can be made as needed in small batches, and shipped to distributors in manageable order sizes.
Dennis Paulson says the one limiting drawback of the pallet system is the need for an operator to manually load and unload parts from the tombstone setups. As time-efficient as the process is, it still requires a great deal of D.J.’s time unclamping and clamping of fixtures before the day’s process can begin.
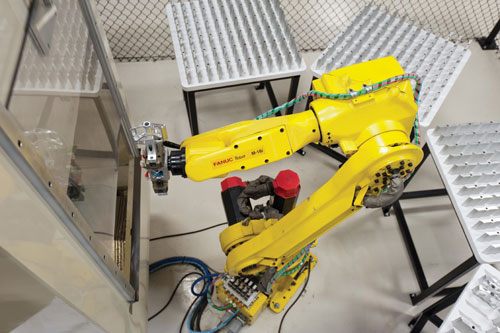
The shop’s latest automated manufacturing system has no such requirement. Dedicated to producing pedals, this system employs a piece of equipment the company might never have imagined using back when it was strictly a job shop. That is, the shop now uses a robot to load blank workpieces into a machining center.
Pedal Production
Pedals are arguably Straitline’s leading product now. Because the company already ships more than 7,000 pairs per year, a new and improved pedal design seemed like a worthy candidate for a manufacturing system dedicated to pedals alone. Just a few paces from the pallet cell, Straitline has begun making pedals with its new automated system.
This system consists of components the shop brought together itself. A robot from FANUC Robotics uses pneumatic grippers from Schunk to load workpieces into an Okuma vertical machining center via a sliding window in the side of the machine. The robot deposits each part into a Koma Precision fourth-axis indexer, which pivots the part so that a single cycle can machine the part complete. At the end of this cycle, the robot removes the finished part, swaps in a new unmachined part, and returns the completed part to the same position on a nearby table from which that part was picked up initially. Pedal after pedal, piece after piece, the robot/machining center system replaces all of the unmachined parts with machined ones, producing as many as 360 pedals per unattended run. At the end of this long series of machining cycles, the operator simply gathers the finished parts from the staging area where that operator had positioned those workpieces before they were machined. This level of reliance on manufacturing automation is why Straitline has not had to add more people in order to achieve more production.
Manufacturing Leads to Innovation
Yet the pedals themselves also highlight one further point about in-house manufacturing. Specifically, the pedals illustrate the kind of benefit a company realizes by keeping manufacturing close. Manufacturing is what taught this company about the vital feature of its product.
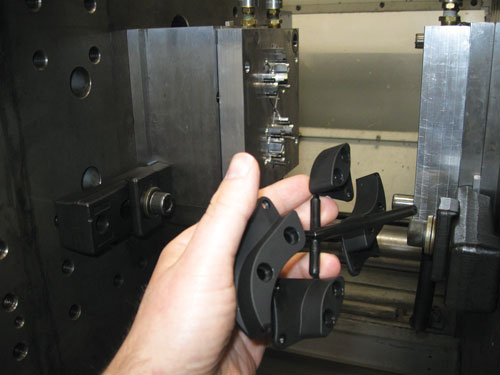
The axle of a bicycle pedal typically mounts on ball bearings. In competitive biking, though, this mounting presents problems. The free-spinning pedal might prevent the rider from regaining lost footing in a critical moment, and if the pedal is damaged on a long trail, the ball bearings confound the hope of reattaching this component in the field.
Pedals from Straitline solve both problems. Preloaded bushings take the place of ball bearings. These bushings keep the pedal in position when the rider’s foot leaves contact, and they also enable the pedals to be easily disassembled and reassembled using simple tools. Leading competitive racers value the advantages, both of which can be credited to the resilience of the particular polymer bushing Straitline uses.
The company knew about the performance of this bushing for reasons having nothing to do with cycling. Instead, the shop had used this bushing on fixtures in production, and became familiar with it in this way. Without having this experience—that is, without the experience of physically making things—Straitline would never have had the insight that led to a superior product design.

.jpg;width=70;height=70;mode=crop;format=webp)