
Deburring by Water Jet
The added value of reduced rework and increased longevity of components by using a thoroughwashing or deburring system versus an ordinary wash station can be dramatic.
Items requiring deburring.

Horn nozzle.

L-type of flat jet nozzle
Clockwise starting from top left: Rotary jet gun, high jet gun and two examples of media injection jets.
High jet gun.

Flat jet nozzle.

Flat Jet Nozzle
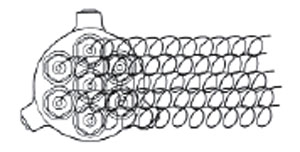
Jet pattern of multi-nozzle head.

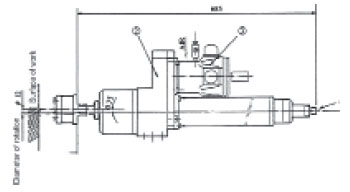
Rotary Jet Gun

Direct Jet Nozzle
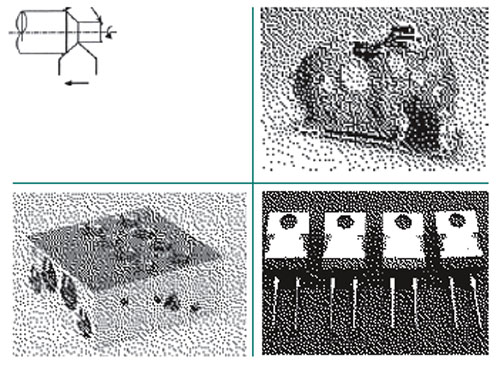
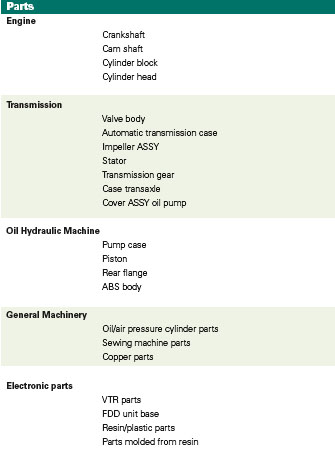
Examples of parts suitable for water jet use.
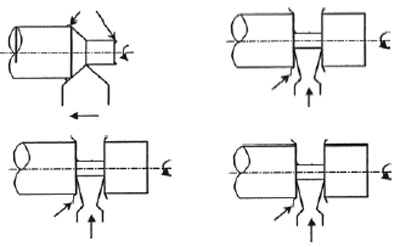
Types of burr and application of water jet.

Flat jet nozzle.

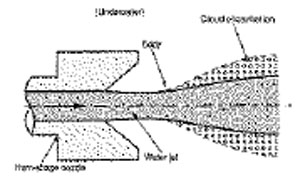
Underwater cleaning.
Schematic description of cavitation.

High Jet Gun
Lance Nozzle
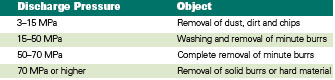
Water pressure jet and object.

Top: Underwater.; Bottom: In the air. Cleaning underwater and in the air. Images courtesy of Sugino.

Top: Direct jet nozzle.; Bottom: Horn jet nozzle. Comparison of washing pressures and impulsive vibrations.



Application to Deburring/Washing
Water jet deburring/washing is used for minute burrs, with a thickness of 0.05 mm or thinner, on most of the materials and is suitable for removing tear burrs and rollover burrs.A water jet can be used effectively for automobile engine parts and oil hydraulic machine parts. It is also used for removing resin burrs on such electronic parts molded from resin as transistors and diodes. Jet pressure ranges from 3 to 100 MPa. Washing pressure differs by the material of a given part and the type of burr, and an optimum pressure level should be determined by preliminary testing. Besides the use of ultra high-pressure water exceeding 100 MPa in machining, the Media Jet system of accelerating and jetting plastic, ceramic and some other media at about 10 MPa is also used these days.
Water jet machining has a number of features shown in different uses. Common features are:
• Effectively usable for removing burrs formed in thin holes or in the depths of holes which
preclude the use of conventional tools.
• Use of water as a medium allows deburring and removal of leavings (dust, dirt, chips, etc.) to be accomplished simultaneously.
• Pressure and machining speeds being adjustable, damage to or thermal effect on machined parts can be avoided.
• Use of organic solvent can be reduced or done away with, leading to the improvement of the work environment.
• Labor-saving in complicated and time-consuming operations.
• As the highest level of cleanliness is achieved, machined parts are trouble-free and durability can be improved.
Nozzles
Suitable for cleaning chips in deep or tapped holes, the direct jet nozzle is the most common type. Since the jet strikes in a converged stage, and does not diffuse, a high impulsive force can be applied. Diameters of commonly used nozzles are in a range from 0.7 to 3 mm. The water jet gradually declines correspondingly to the distance; no sudden decline is seen if the distance is within 50 to 100 times as long as the nozzles’ diameter.The flat jet nozzle has an elliptical hole and the jet spreads in a fan shape. It is most suitable for washing the exterior or a portion having a large surface area. The angle of the spread is selectable between 5 and 60 degrees, depending on the form of the hole. Usually, 20 to 30 degrees are chosen. As the jet expands, the impulsive force per unit area is small but it is advantageous that a wide area can be cleaned sweepingly.
Suitable for cleaning chips underwater, the outlet portion in a horn-like shape is effective to cause cavitation.
The lance nozzle has a hole at the end of a stainless steel pipe and is used for washing the inside of a narrow place such as a thin hole. Two, three and four-hole types are available.
Rotation/Swinging of the Nozzle
Deburring and surface washing of intersectional holes are carried out by rotating a lance nozzle or a direct jet nozzle. For rotations, air or oil pressure or an electric motor is used. The rotational speed is between 0 and 2,000 min-1, of which 200 to 500 min-1 is a common range.The high jet gun was developed with the aim of achieving higher efficiency in the deburring/washing operations. A plurality of nozzles attached to a multi-head rotate and make the pattern of jet planar, that is, the area receiving the jet is widened. In some types of high jet guns, an external air motor or oil hydraulic motor drives their nozzles to rate and in others, the nozzles are driven internally by water pressure.
Since the nozzles of the high jet guns rotate eccentrically, the jet advances in circles continuously. The jet from each nozzle rotates in circles, overlapping with those produced by other nozzles to fill gaps. This means that moving the gun crossways makes the jet pattern of its multiple nozzles planar. The high jet gun shown below is of the type using an external air motor to rotate the nozzles. The maximum pressure is 200 MPa and a working rafational speed is between 1,000 and 2,000 min-1.
Submerged Jet
Underwater CleaningUnderwater cleaning is a cleaning system using cavitation caused by a submerged jet in combination with the momentum of the jet. In order to produce cavitation effectively, a horn nozzle having a tapered outlet is used.
Cavitation and Horn Jet Nozzle
Cavitation is the phenomenon where static pressure lowers and vapor bubbles are produced
when liquid flows at a high speed. In a submerged jet, a vortex is formed between the jet and the surrounding water and the pressure lowers in the center of a vortex as in a typhoon and cavitation occurs. Then, bubbles are produced inside the liquid. The bubbles run downstream and are collapsed instantaneously upon the rising of the pressure in the surrounding areas. An impulsive pressure, which is said to be the equivalent to tens of thousands of atm, produced at that time generates violent noises or damages the surface of an object in the downstream of the jet. Underwater cleaning uses this breaking force in washing and deburring. In the case of the horn-shaped nozzle, surrounding water rolls into the tapered portion and the generation of vortex round the jet is accelerated so that cavitation is caused efficiently.
Features of underwater cleaning include:
• Impulsive force becomes higher than that of cleaning in the air
• Cleaning area is wider
• Suitable for work in complicated configurations
The graphs show the washing pressures of a direct jet nozzle and a horn nozzle in a submerged jet. The washing pressure of the horn nozzle is 1.2 times higher than that of the direct jet nozzle and the former’s washing pressure tends to fluctuate in a wider amplitude.
As show in the illustration, in the air, only the spot struck by the jet (or part of reflecting spot) is cleaned but portions at dead angles with respect to the jet are not cleaned. On the other hand, as the inside of a work is filled with water in case of submerged jet, the impulsive pressure of the jet propagates entirely in a hole. Another advantage of it is that the work is wholly cleaned as a flow of water is created by the force of pressure.
Many times production engineers and manufacturers fail to realize the importance of a clean or deburred part before production and or assembly stages are reached. The added value of reduced rework and increased longevity of components by using a thorough washing or deburring system versus perhaps an ordinary wash station can be dramatic. Exactly how water can help clean or deburr a part requires expert analysis of each specific part individually and should be considered in design development for proper budgeting and production line development.
Masanori “Mickey” Nakagawa is Manager of the Design Section, Jet Machine Production Department, Jet Machine Division for Sugino. He has extensive experience in the development and implementation of high pressure water technology. He resided in the U.S. for the better part of the 1990s and currently has gained some 20+ years of applications experience. Mickey can be reached at Sugino Machine Limited (Japan).













Read Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More