
Deep Drilling Without Pecking Or Through-Tool Coolant
These drills enable machine tools to create holes with L:D ratios as high as 20:1 without pecking and without through-the-tool coolant delivery.

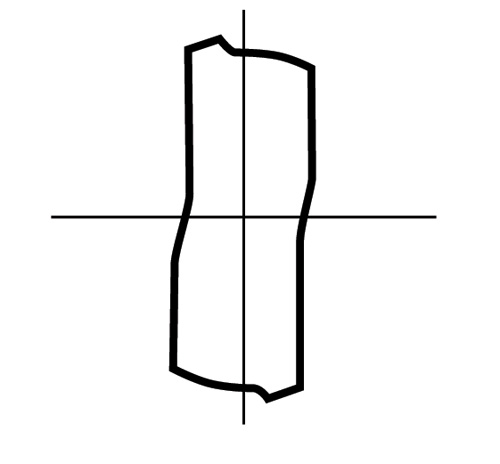
This drill’s flat flute form aids chip evacuation by providing both an open chip pocket and a chipbreaker while retaining a thick web for overall strength.

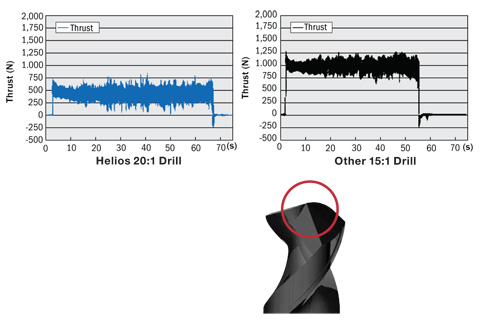
A proprietary point geometry is said to allow this drill to experience lower thrust forces than other designs, extending tool life.
Share









Through-spindle coolant delivery has been one of the keys to successful deep-drilling operations on machine tools. Delivering coolant directly from the drill tip via internal passages provides the pressure needed to push chips up the flutes and out of the hole. It enables drilling of holes with length-to-diameter (L:D) ratios as high as 30:1 without time-consuming pecking cycles.
OSG, located in Glendale Heights, Illinois, is a cutting tool manufacturer that offers such drills. The company recognized, however, that many shops don’t have machine tools equipped with through-spindle coolant delivery systems. That limits the L:D ratio they can achieve when drilling water lines for mold bases, for instance, and/or requires shops to use pecking routines to generate deep holes for similar applications. In some cases, shops may even have to outsource that work to a gundrilling specialist. The Helios V-Series drills that OSG developed enables machines to create holes with L:D ratios as high as 20:1 without pecking and without through-the-tool coolant delivery.



There are a few notable design elements that allow these HSS-cobalt drills to effectively create deep holes using only flood coolant. One is a flat flute form that provides an open chip pocket while retaining a healthy web for overall tool strength. Although similar to a parabolic flute form, OSG’s flat flute integrates a small chipbreaker to keep chips short, facilitating their evacuation.
Low-resistance web thinning, another drill feature, reduces thrust by nearly 50 percent when compared to competitive drills to extend tool life, the company says. Its proprietary point geometry minimizes vibration when drilling at very high L:D ratios to reduce the chance that the drill will chip or break.
In addition, the drill’s WXL coating is said to provide good adhesion to the drill substrate and a surface finish with a very low coefficient of friction. The smooth finish of the layered, PVD coating assists chip flow for drilling operations in a wide range of materials. According to the company, the coating offers as much as three times greater wear resistance than conventional coatings.
Related Content
-
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
-
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
-
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.








