
Forget The Cap Screws - The Advantages Of A Dovetail Vise Jaw
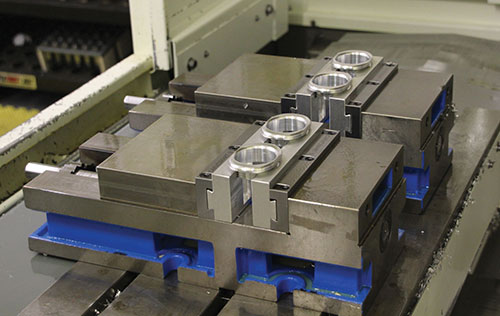
This dovetail vise uses a master jaw for quick and easy change over.
.jpg;width=70;height=70;mode=crop;format=webp)
The video above at short.mmsonline.com/carvesmart demonstrates the front- and side-loading jaw change-over processes for this quick-change dovetail vise jaw system.

Aluminum dovetailed extrusions enable shops to create long or short soft jaws to best match the application.

Bellatex Industries says the cost of the short jaws shown here is only $0.62.



The dovetail interface has been used in numerous applications that require mating components to accurately join together. Bellatex Industries, Prior Lake, Minn., has applied this concept to vise jaws, developing its Carvesmart quick-change vise jaw system to speed and simplify setups for production and tool-room vises.
With conventional vises, vise jaws attach to the face of master jaws via cap screws. Instead, the Carvesmart system uses master jaws with a female dovetail profile that accept vise jaws with a male dovetail profile. With this system, the jaws can be front-loaded or slid into the side of the master jaws, and are secured via clamping elements accessible at the top of the master jaws that provide downward pressure to keep the jaws in place.



The video above demonstrates the front- and side-loading jaw change-over processes. To remove existing jaws, an operator uses a T-wrench to loosen (not remove) three channeled clamping elements in the top of each master jaw. Because the clamping elements are located at the top of the master jaws, it is not necessary to open the vise as might be required to access cap screws in a conventional vise configuration. The operator then removes the jaws from the front of the master jaws or slides them out of the side, reversing the process to install new jaws.
The company offers dovetailed aluminum soft-jaw extrusions that shops can saw to whatever length an application requires, and says this can be half the price of a commercially made jaw or one a shop would make in-house. It says this lower cost means jaws can now be perishable/recyclable items. Shops will no longer need to store jaws when a job is complete and then take time to find, assemble, indicate and offset the machine control if the job returns. Instead, they can simply install fresh jaw blanks and cut the female workpiece form prior to a new production run. Because the Carvesmart system uses no traditional cap screws, the jaws offer a larger machinable clamping area so bigger parts can be held more deeply within the jaws, and therefore more securely in the vise.
Dovetailed jaw blanks are available in a few different sizes. Extruded aluminum jaw blanks are available in widths of 0.75 by 2, 1 by 2.25 and 2 by 3 inches, and lengths of 6, 31 and 94 inches. In addition, 6-inch-long hardened jaws are available as are 6-inch- and 31-inch-long 1018 steel jaws and knife-edge jaws.
The company’s aluminum 20000 master jaw set is machined flat and perpendicular to ±0.002 inch, is hard-coat anodized, and uses pressed, stainless steel clamp screw inserts. This set is well-suited for carved jaw production and knife-edged jaw workholding. The 10000 steel set is ground flat and perpendicular to ±0.0002 inch and is well-suited for tool-room work using hard jaws or working above the top of the vise.
Related Content
-
Using Jaws as Grippers Enables Flexible, Low-Cost Automation
VersaBuilt’s automation systems significantly boosted Innovative Fabrication’s revenue. In return, the shop has helped VersaBuilt optimize its products.
-
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
-
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.








