
How Micromachining Patience Speeds Prototype Production
A molder of tiny, silicone components for the medical industry explains how a patient, conservative approach to micromachining enables it to deliver prototypes faster.
.jpg;width=70;height=70;mode=crop;format=webp)
Albright Technologies takes a conservative approach to micromachining molds…
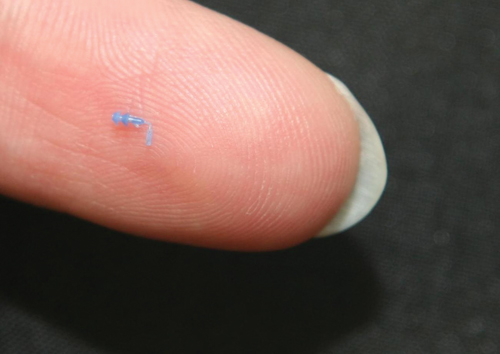
… for prototype components made of silicone that are tiny and/or have miniscule features.

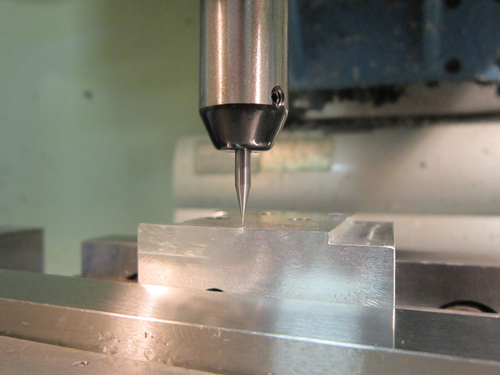
Albright uses this Amera Seiki VMC for its micro-machining work. The small-footprint machine has been modified with glass scales on all axes for improved positioning feedback and a larger screen for its open-architecture, PC-based control.

Albright uses end mills that most commonly measure 0.005 inch in diameter, and…

…the company has found that balanced, collet-style toolholders help deliver quality surface finishes to minimize or eliminate secondary polishing work.
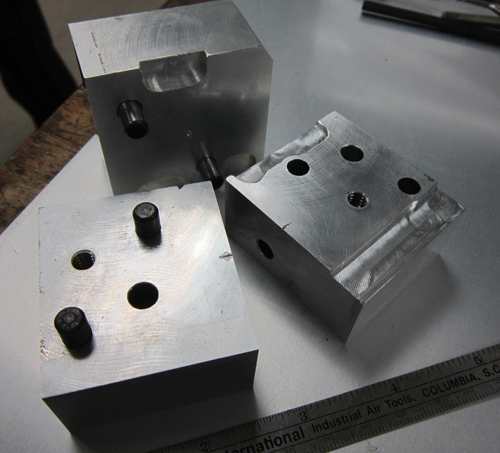
Albright primarily produces single-cavity compression molds such as these with cavities that are barely visible.

The pin in the center of this mold component is just 0.01 inch in diameter.

In most cases, the single-cavity compression molds (typically machined from aluminum) are used to produce 10 to 100 silicone parts. Although the compression molding process is a manual one that uses hand-loads, it’s still quicker than creating tooling with mechanical or hydraulic actions for injection molding machines. Some molding is performed in Albright’s Class 7 clean room.

In addition to providing a detailed white paper on its website about the features and benefits of silicone for medical applications, Albright provides free molded samples, such as the ones above, to show various surface finishes. The samples include machined, bead-blasted and polished surfaces for silicone components.



Albright Technologies has become adept at micromachining molds for silicone parts such as the one to the right. This has enabled the company to become effective in quickly generating prototypes for medical device manufacturers pressured to speed new products to market. Many of the silicone components it creates are either tiny themselves or have miniscule features measuring just a few thousands of an inch. What’s interesting is that the company has found it can produce prototypes faster by taking a slower, more conservative approach to micromachining molds using end mills that measure just a few thousands of an inch in diameter.
Plus, while one might assume that very high spindle speeds are needed to effectively mill molds using such small tools, the machine that performs micromachining at Albright—a 30-taper VMC—typically spins 0.005-inch-diameter tools at just 9,000 rpm. Although that means feed rates and cycle times are relatively slow, there are a number of reasons why a company focused on quickly turning prototyping work finds this acceptable. David Comeau, Albright’s president, and Robert Waitt, vice president, explained why during a recent visit to the New England-area molder.



A Small, yet Significant Niche
Albright is located in Leonminster, Massachusetts, approximately an hour’s drive west of Boston. When Mr. Comeau founded the company 15 years ago, he didn’t intend to become a specialized supplier of small, silicone prototypes. Like others in the area, the company originally created tooling for more conventionally sized thermoplastics. However, most of those other tooling businesses have since closed their doors largely because they didn’t recognize the value of diversifying their business or catering to emerging markets the way Albright did.
Early on, Mr. Comeau noticed that medical device manufacturers needed responsive vendors that could quickly generate small batches of little silicone components for product prototypes. In its first attempt at this type of work, Albright was able to create tooling and present a limited number of prototypes to its customer in just three weeks. This was half the time that the customer’s other vendor could deliver such small parts. Ultimately, Albright created prototypes for 60 iterations of that product, and Mr. Waitt estimates the company saved its customer 1.5 years in development time because of fast prototype turnaround. After that, the customer presented Albright with other similar projects, which ultimately spurred the company to shift its strategy to focus on low-volume, silicone parts production for medical device manufacturers. Today, typical turnaround from receipt of a CAD file to the delivery of parts is only five days.
Micromachining Strategies
Over the years, Albright has banked a good deal of experience machining molds for micro components. Its approach to micromachining might best be described as “effectively cautious.” Because the company has a small window of time to create silicone molds, it would rather take longer to mill cavities correctly and without incident than to machine fast and risk breaking tools or scrapping mold components. Mr. Waitt says Albright rarely breaks end mills and hasn’t crashed its micromachining VMC in years, which is why the company has the confidence to run it unattended.
Here are some of the key elements of Albright’s micromachining process:
• The machine. Albright’s micromachining initiatives began with a micro-mill that Mr. Comeau designed and built. Although the company never used that machine for production, it gained insight as to what’s involved in micromachining and applied those fundamentals to conventional equipment.
The 30-taper Cyclone VMC from Amera Seiki that Albright uses for micromachining was selected for a few reasons, including its price, size, thermal stability and PC-based control. Its small size occupies minimal floor space, and its moving components have less mass to facilitate quicker movements. A cooling jacket around the machine’s spindle helps maintain machining stability, because just a small amount of thermal growth becomes a big issue during micromachining. This is also why the company accurately controls temperature and humidity on its shop floor.
The VMC’s PC-based control eases adjustments to parameters such as acceleration and deceleration. The control’s open-architecture platform also simplified replacement of the machine’s original rotary encoders with glass scales. These half-micron-resolution scales deliver precise positioning feedback, which is vital when making micromachining movements. Plus, shop personnel can remotely log in to monitor unattended machine performance.
• The tools. For micromachining work, Albright primarily uses two-flute, solid carbide end mills from Performance Micro Tools. It typically cuts with 0.005-inch-diameter tools, although it uses 0.003-inch versions in some instances. The diameter tolerance is ±0.0005 inch for standard end mills and +0.0000 to -0.0005 inch for ballnose end mills. Albright has formed a good relationship with Performance Micro Tools, and the supplier will grind special tools overnight when needed.
Given its experience, Albright will replace the tools, based on knowledge of approximate life, before wear becomes an issue. Even though each tool costs approximately $70, the company would rather not risk losing a day’s worth of machining due to unexpected breakage or premature wear just to maximize total cutting time for a tool.
Albright uses balanced toolholders from Techniks, but these are not hydraulic or shrink-fit models. Instead, the company has found that collet-style toolholders that use a setscrew to secure tools work well for its micromachining operations. These toolholders help to provide accurate concentricity, which is important to prevent a micro-tool from taking a deeper-than-anticipated cut and possibly breaking. Plus, while the company experimented with the aforementioned types of toolholders, it didn’t notice any improvement in surface finish versus the collet-style toolholders. Achieving a quality surface finish is important to minimize or eliminate polishing, which can adversely affect dimensional accuracy as well as extend mold manufacturing time.
• The software. Albright’s customers send CAD files in various formats for the prototypes they need. These files are brought into SolidWorks for mold design, and Mastercam is used to create part programs for the necessary mold components. Mr. Waitt says that while there is no magic tool path that’s appropriate for all micromachining operations, Mastercam offers a healthy selection of tool paths from which programmers choose based on the feature being machined. Programmers try to minimize air-cutting time using approaches such as rest-rough milling, which is important considering the slow spindle speeds and feed rates. Mastercam’s verify function is helpful because programmers can see what type of surface finish to expect from the operation. That way, they can determine if it’s necessary to reduce stepovers to produce a better finish. (Micro-tool stepover is typically 0.0005 inch.)
• The people. All the technology in the world means nothing without the right type of people using it, Mr. Comeau notes. This is another case in which patience has played a key role at Albright.
Consider touching-off micro-tools. Mike Collette, senior tool and die maker, sets up many micromachining jobs. Although he had no prior experience with such small cutters, he’s become adept at manually touching-off tools with tips that he can barely see without magnifying lenses.
Of course, it took time to master this art, and he did break some of the costly micro-tools. However, unlike his previous jobs in which there might be hell to pay for mishaps such as that, Mr. Comeau was understanding and accepting. He tolerated some breakage during initial setups because he recognizes how challenging the job is. Without the pressure to be perfect right out of the gate, Mr. Collette was able to establish an effective approach for touching-off tools. Now, breakage during setup isn’t an issue.
Mr. Collette has found ways to do it quicker, too. He used to position a tool 0.050 inch or so away from a workpiece before moving in 0.0001-inch increments to bring the tool in contact with the part. This would take almost 20 minutes. These days, he starts closer to 0.004 inch away from the workpiece, meaning fewer increments are required prior to contact. In fact, he’s reached the point in which he can tell whether a delicate end mill touched a workpiece on a “hard” tenth or a “light” tenth. Touching the workpiece with a light tenth means the tool hit the top of a ridge left behind by a previous tool, while the tool hits the true depth with a hard tenth.
Trending Smaller
Albright is in a good position to succeed, because medical devices continue to get smaller, and silicone is becoming more widely accepted for medical applications. The key for the company is becoming involved with a customer early in the new-product design cycle. Albright focuses on not only providing design for manufacturability input, but also educating its customers about the key properties and benefits of silicone.
Albright offers a wealth of information on its company website, but it also offers silicone.pro. At silicone.pro, the company blogs about the latest silicone technologies, answers customer questions and encourages other silicone professionals to contribute with blog posts of their own. In addition, Albright provides sample strips demonstrating the types of finishes that are possible with machining molds for silicone. These and other sales tools help the company get its foot in the door with new customers, Mr. Waitt notes.
While Albright continues to refine its micromachining processes, it is keeping its eye on additive manufacturing technologies. Mr. Comeau says some of these technologies currently can produce parts in materials that are somewhat similar to silicone, but none can work with actual silicone. This is likely to change as additive equipment manufacturers continue material R&D, he says, and it is leaving the door open to integrating such a process as a complement to its conventional micromachining and molding practices.
















Related Content

Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More