How to Double the Speed of Wire EDM
Sponsored ContentMakino’s new H.E.A.T. Extreme technology makes wire EDM 2 to 3 times faster without increasing wire consumption. With a thicker wire that delivers more energy, this development is a game changer in the economics of EDM.
Share

A lot has been accomplished in recent years to make wire EDM more efficient and reliable, but little has been done to make it faster. A big part of that limitation is just physics. A standard 0.010” brass wire can only deliver so much energy to a workpiece and that caps the speed at which you can machine.
Electrical Discharge Machine (EDM) builder Makino is shattering that ceiling with its new H.E.A.T. Extreme technology that can deliver roughing passes that are 2 to 3 times faster than previously possible with conventional EDM equipment. For applications where roughing speed is critical, this is truly revolutionary technology. This advancement is enabled by using a thicker 0.016” (0.4mm) coated wire that can deliver more power to the machining zone. But the key that unlocks that potential is the enhanced design of the U6 H.E.A.T Extreme Wire EDM. Here’s more on both.
Bigger EDM Wire Really is Better
Makino worked with bedra intelligent wires (Berkenhoff GmbH) to develop the topas H.E.A.T Extreme coated wire exclusively for Makino’s wire EDMs. The core wire is made of a copper-zinc alloy (CuZn20) and coated with a double layer of zinc rich brass. It is the larger diameter of the wire combined with the coatings that enables astonishingly higher cutting speeds.
The topas H.E.A.T. Extreme wire has a copper-zinc alloy core coated with a double layer of zinc rich brass.
The biggest part of the speed improvement is simply because a thicker wire can carry more power. A typical 0.010” brass wire will break at higher power levels, which is why standard wire EDM generators typically top out around 30 amps. The 0.016” topas H.E.A.T. wire can take as much as 60 amps without breaking.
Moreover, this increased power capacity allows the wire to cut efficiently at lower wire speeds relative to the feed rate. The upshot is that while the wire can cut at speeds 2 to 3 times faster than 0.010” brass wire, it does so at about the same wire consumption rate of 0.6 to 0.7 lbs. per hour.
View Makino U6 H.E.A.T Extreme video.
Not Your Standard Wire EDM
But you can’t achieve that performance on any machine. That’s what the new design of the U6 H.E.A.T. Extreme Wire EDM is all about. There are a number of enhanced features that allow the U6 to achieve these higher machining rates. They include:
External 30 Amp. Booster — The booster enables the EDM to deliver as much as 60 amps of power to the wire, twice the level of a typical wire machine.
Automatic Wire Threader (AWT) Annealing Booster — While the thicker wire offers excellent tensile strength (700 MPa or 101,526 psi), it is also stiffer which creates new and difficult challenges for wire threading. The AWT system’s annealing unit has received a power upgrade to handle the larger diameter wire, and the system anneals a longer length of wire to remove the higher amount of memory and curl in the larger size wire. The AWT water threading jet also receives a boost in pressure to help contain and guide the wire throughout the complete cycle to achieve reliable AWT performance of the larger 0.016” Ø wire.
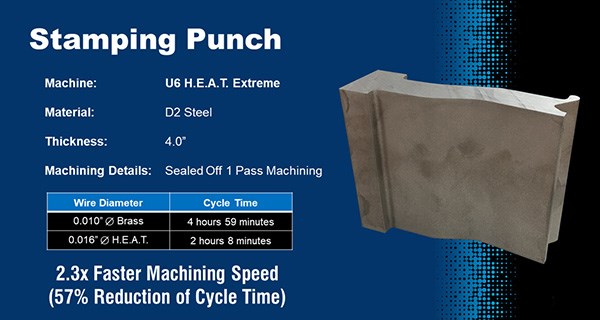
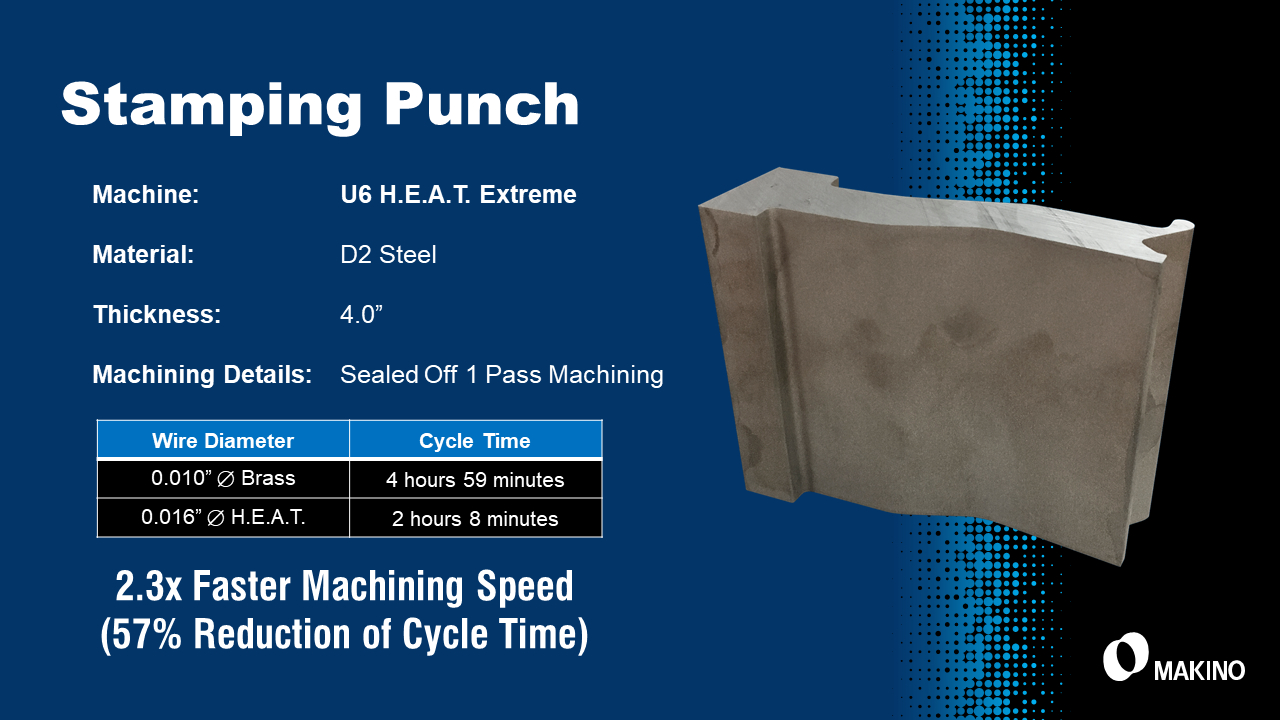
For this 4” thick D2 steel stamping punch, H.E.A.T. Extreme technology reduced roughing cycle time by 57%, and lowered the cost of wire consumed from $19.92 with 0.010” wire to $18.56. View full size image.
HyperDrive Extreme Guide System — The new PICO round guide system provides jet assisted and jet-less threading. It includes a servo controlled tensioning system that expands the range and stability of wire tension, which in particular is required for 0.016” wire operation. The system also enables tension control in much finer increments for more accurate and consistent cutting performance.
Special Upper and Lower Wire Heads — The upper and lower machine heads have been modified to accommodate the thicker wire, yet still can handle other thinner wires including the ability to rethread conventional wires in the gap at a break point. Makino has added more jets to the lower head which increases suction to help redirect the wire to the pinch rolls to further enhance automatic wire threading reliability.

{kind=link}
Stainless Steel AWT Filter Housing — The wire threading safety filter housing has been upgraded to stainless steel for more durable operation under higher pressure jet assisted automatic threading.
Digitally Controlled High-Pressure Flushing — The system uses dual digital CNC controlled high-pressure pumps that enhance flushing efficiency. Better flushing is critical to the H.E.A.T. Extreme technology because it is necessary to evacuate chips faster in order to apply higher power without breaking the wire. This two-pump configuration system provides double-the-horsepower and volume for flushing over other designs.

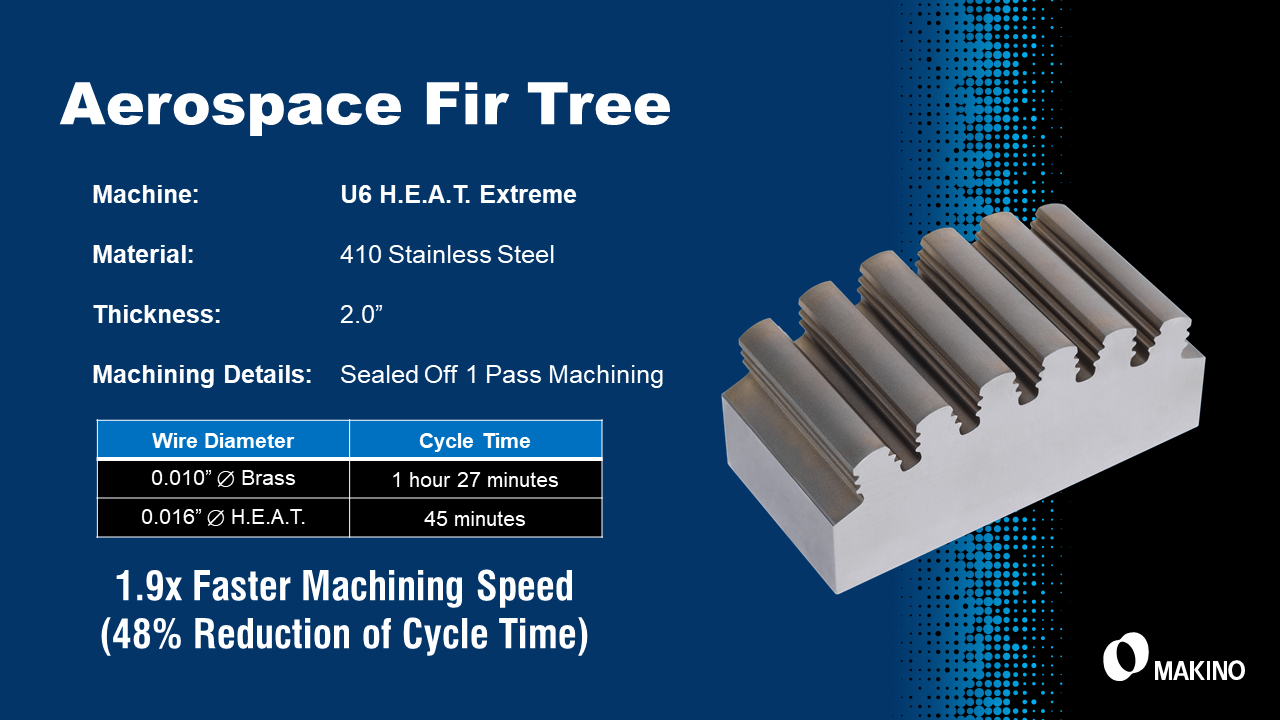
The H.E.A.T Extreme process cut cycle time almost in half for this stainless steel aerospace fir tree segment. View full size image.
{kind=link}
Better EDM Process Control
The U6 H.E.A.T. Extreme control contains a machining conditions library for 0.016” Ø wire operations that addresses 2-pass machining for sealed flushing and poor flush applications. It is designed to provide an optimal balance between speed, accuracy and surface finish with an emphasis on low wire consumption rates.
Because Makino’s H.E.A.T Extreme technology is designed first and foremost for speed, it’s not intended to deliver extremely high tolerances or surface finishes. While the second pass does improve accuracy, it is mainly intended to improve the aesthetic appearance of the part.
That said, the H.E.A.T Extreme process using 0.016” Ø wire can still maintain a surprising level of accuracy. With two passes it can hold tolerances as small as 0.0005”. The U6 also applies Makino’s BellyWIZARD technology that automatically selects optimum machining parameters to increase wall straightness by as much as 40%. And a new corner control feature employs finer tension control to generate more accurate and sharper corners.
For finer accuracy and surface finish requirements the U6 H.E.A.T. Extreme can still run thinner conventional wire sizes down to as small as 0.004” Ø. It only takes a few minutes to change over the heads from handling 0.016” to smaller wires and requires no recalibration or alignment of the wire position in the control.
U6 H.E.A.T Extreme Wire EDM is available with Makino’s Athena voice activated interface which simplifies daily operation of the machine and enhances the capabilities of any operator. Watch the U6 H.E.A.T Extreme webinar for more information on the interface or see this related story on Athena.
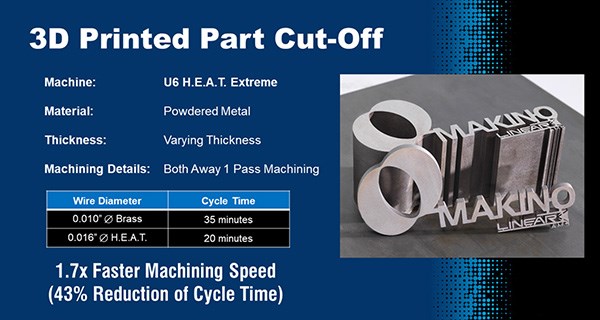
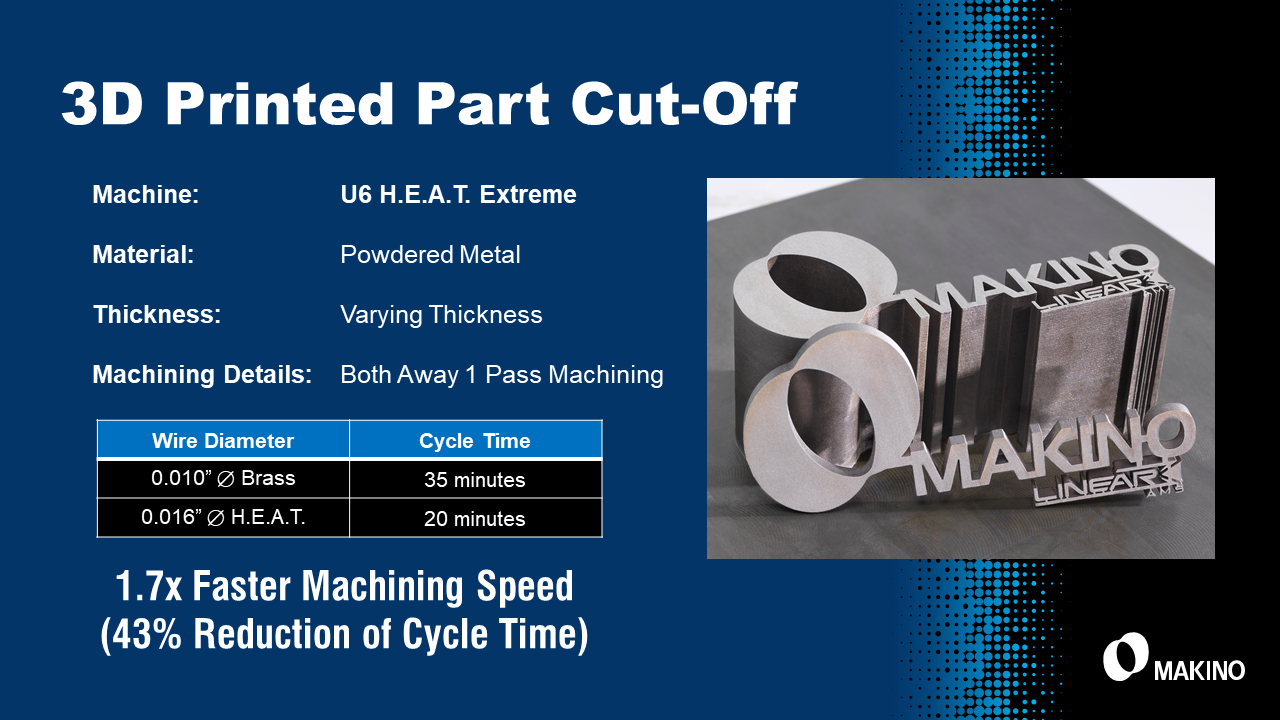
H.E.A.T Extreme technology is well suited for cut-off of metal 3D printed parts. In this test application, it cut cycle time by 43%. View full size image.
{kind=link}
The Best Applications
Back to speed, H.E.A.T Extreme 0.016” wire technology excels where you need to remove a lot of material quickly. That includes applications such as:
- Cutting off 3D printed parts
- Difficult to machine materials like nickel alloys
- Tall mold and die parts
- Tall machined parts
The workpiece examples on this page represent some of the dramatic improvements and advantages this supercharged wire EDM technology is achieving to make the EDM process decisively more productive. Put more simply, the real target of U6 H.E.A.T Extreme is to deliver practical economy by balancing much shorter wire EDM cycle times without increasing wire consumption costs. For EDM shops with the need for speed, that’s a real bargain.
Go here for more information on the U6 H.E.A.T Extreme Wire EDM.