
Labor Savings in Grinding
Representatives of a grinding equipment supplier comment on how this critical process can be made more efficient.
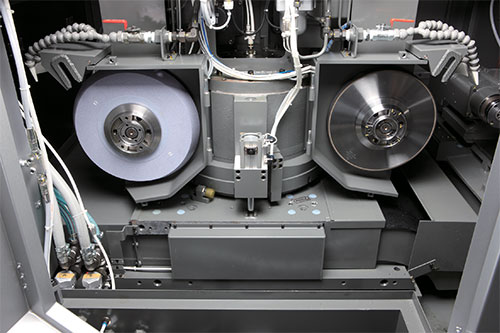
A universal grinding machine makes it possible to switch between multiple wheels. One possibility is rough grinding and finish grinding in a single cycle on the same machine.
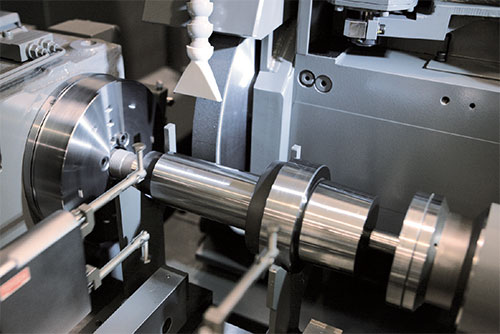
In-process gaging lets the machine respond automatically to the wheel’s changing diameter. With the process changing offsets on its own to maintain consistency, the wheel might not have to be dressed as often, saving both cost and time.
Share









Grinding is a high-stakes process. By the time a production part reaches a grinding machine, generally that part has undergone significant machining already. The part going to a cylindrical grinder, for example, likely has already spent time on a lathe. If something should happen during the grinding step that results in the part being scrapped, then all of that machining investment is lost—the turning as well as the grinding. A vital requirement of grinding is, therefore, to safeguard the value that has already been added to the part.
However, employees able to oversee this high-stakes process are becoming scarce. As difficult as it is to find skilled machining employees in general, finding skilled grinding employees is more difficult still. At the same time, shrinking lead times are driving many companies to bring grinding in-house. Manufacturers that once would have sent grinding work to a contractor now can’t afford the time to coordinate with an outside supplier. That means facilities that have not performed grinding for a long time are ramping back up this capability—and seeking those scarce employees.



Toyoda Machinery USA supplies production grinding machines. The company’s Shane Farrant, national product manager, and Steve Earley, proposal engineering supervisor, routinely help manufacturers respond to these grinding-related developments. They say automation, in some fashion, is typically the way to achieve productive and reliable grinding when skilled labor is in limited supply. In grinding, that automation takes particular forms.
In-process gaging, they say, is one of the most accessible ways to reduce the need for human intervention in the grinding process. While gaging is typically thought of as an inspection tool, in-process gaging on a cylindrical grinding machine is a productivity tool. Automatic gaging of the workpiece, with measurements sent to the grinding machine’s control, allows the machine to respond to measurement trends resulting from the wheel’s changing diameter. With the process changing offsets on its own to maintain consistency, the wheel might not have to be dressed as often, saving both cost and time.
An even more transformative way to think about reducing the need for labor in grinding is with a universal grinding machine, they say. A universal makes it possible to switch between multiple grinding wheels within the same setup. As a result, ID and OD grinding can be performed on the same machine, not only saving time and attention, but also assuring concentricity between these operations. Separate wheels also can be used to combine rough grinding and finish grinding in one cycle on one machine, speeding the grinding process overall. While a CNC universal grinder is expensive relative to simpler machines, the potential for efficiency gain and cost savings is high.
They say one way to improve efficiency that is not the answer in many applications is switching to a more expensive CBN wheel. On hard materials, CBN can save time and effort because the CBN wheel won’t break down as fast as a conventional wheel. Thus, the need for dressing will be reduced. However, the effectiveness of CBN is highly dependent on the workpiece material, a fact that many grinding users don’t sufficiently appreciate. On a soft material that is prone to loading the wheel, the CBN wheel is subject to that same loading. As a result, dressing might be just as frequent with the CBN wheel as with the conventional wheel, albeit now more expensive because the wheel material is CBN.








Related Content

Supertec Machinery Grinders Enhance Precision Grinding Efficiency
Supertec Machinery’s Mini Genie CNC cylindrical grinder and EGM-80CNC universal ID/OD grinder, designed for space-limited manufacturing environments.
Read More
United Grinding Laser Machine Enhances Precision Tool Processing
United Grinding North America Inc.’s Vision Laser offers advanced laser technology for brazed tools with high-quality requirements and versatile applications.
Read More
ANCA Tool Grinder Provides Consistent Cutting Tool Production
PMTS 2025: The MX7 Ultra tool grinder is designed to provide micron-level precision, reducing tool runout and optimizing tool life.
Read More
Addressing Manufacturing Challenges with Automation
GrayMatter Robotics’ Physical AI robotic cells for manufacturing offer immediate impact and results.
Read More