
Measurement System Eliminates Shadow-Type Inspection
For Keystone Powdered Metal Co., tooling inspection was time-consuming and not highly repeatable. To solve this problem, the company used Jenoptik's T8000 RC automatic universal roughness and contour measurement system.

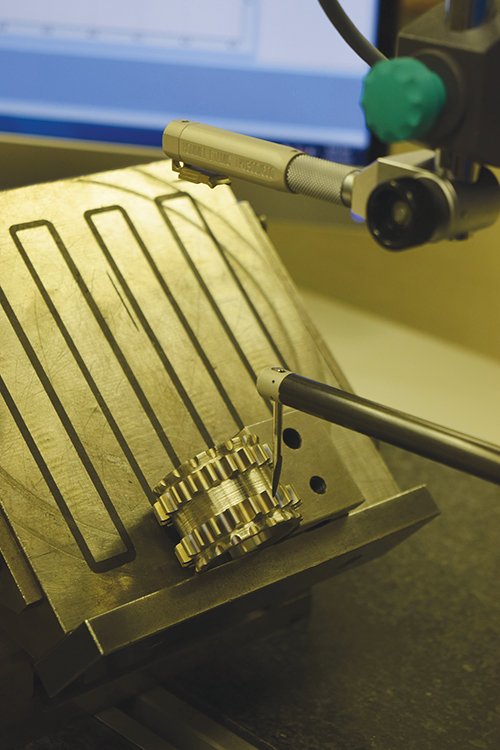
The PC-based Jenoptik T8000 is designed for demanding contour and roughness measurement either in production or in the measuring room.
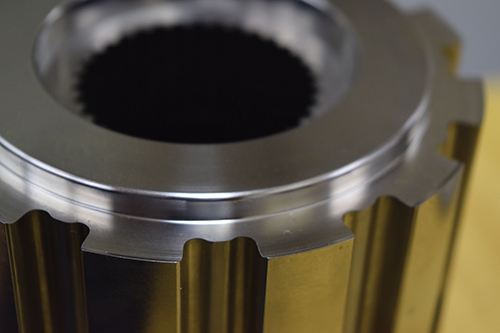
Reaching and measuring details, such as chamfers, face details, widths, angles and the radii in this photo, is no longer a time-consuming task for Keystone.

Gage R&R is much more repeatable, which saves operators time and eliminates the casting process. The measuring station can be controlled interactively, and the digital probe ensures a consistently high level of measuring accuracy.



Measuring and verifying the tooling used to produce precision powdered-metal parts is essential to the manufacturing success of Keystone Powdered Metal Co. of Saint Marys, Pennsylvania. To improve the reliability, repeatability and cost of its tooling inspection, the company turned to the T8000 RC automatic universal roughness and contour measurement system from Jenoptik (Rochester Hills, Michigan). The company installed the system in 2014 and has used it since for production-part justification, and for verifying other types of parts and production tooling.
With three facilities approaching a total of 650,000 square feet of manufacturing space, Keystone has the capability to produce virtually any part suitable for powdered metal, including self-lubricating bearings, small structural components, sprockets and gears of varying size and complexity—including high-density, powder-forged helical gears (7.8 grams per cubic centimeter). Large and complex geometries and assemblies consisting of powdered metal parts and non-powdered-metal parts combined also are within the company’s capabilities.



Powdered metal is a technology that helps OEMs in automotive, appliance, outdoor power equipment and electric motor markets improve product quality while lowering cost, the company says. Manufacturing with powdered metal produces net-shape or near-net-shape parts with properties comparable to their wrought equivalents.
Depending on the application and desired final characteristics of the products, Keystone says it optimizes the design, blends the appropriate powder, selects the process to achieve the required properties and specifications, performs all secondary operations, completes any necessary assembly, and completely tests the product.
Historically, Keystone used optical comparators or other shadow-type inspection methods to inspect a casting of the inside surfaces of its tooling. As a casting, the artifact was a mirror image of the actual interior feature of the tooling. It was the only way to “see” the inside contours of the tooling.
Lab personnel would have to cast each part of the tooling and then inspect the surfaces, form and dimensions of the casting with an optical comparator. This caused two major problems. First, the casting material included environmentally unfavorable elements that took extra time to handle and clean up in order to comply with regulations. Also, measuring the tooling details—chamfers, radii, face details, widths and angles—in this way was very time-consuming and not highly repeatable, says Dennis Piccirillo, director of corporate quality assurance.
Keystone now uses the Jenoptik contour skidless measuring system to automatically measure inside and outside surfaces of the tooling used to make production powdered-metal automotive engine and transmission parts. The PC-based T8000 RC is designed for demanding contour and roughness measurement either in production or in the measuring room. The modular design permits expansion of measuring station configurations and offers upgrade possibilities for topography and advanced contour measurement. The system provides a traverse length of 120 mm and is well-suited for difficult measurement positions due to the positioning accuracy of the drive bar. Minimum resolution for roughness measurement is 1 or 2 nm and 50 nm for contour.
Before acquiring the Jenoptik system, a particularly difficult feature to measure on one piece of tooling was a small, 15-to-20-degree of arc on an inside radius. “We struggled to get repeatable measurements on this feature,” Mr. Piccirillo says. The company now can accomplish such a small degree of arc very repeatably with the Jenoptik T8000, he says. This eliminates the previous uncertainty Keystone had about the tooling.
“The gage R&R (repeatability and reproducibility) is much more repeatable, and the operators very much appreciate the inspection time savings and the elimination of the casting process,” Mr. Piccirillo says. The measuring station, configured to suit the application at Keystone, can be controlled interactively, and the digital probe ensures a consistently high level of measuring accuracy.
The Wavecontour Digiscan probing system with the T8000 uses intelligent carbide-tipped probe arms with chip-in-arm technology. Probe arms can be changed easily as needed. The contour probing system detects which probe arm is being used and automatically sets the correct measuring conditions. When measuring tasks change, the possibility of operating errors due to incorrect measurement or damage to stylus tips or workpieces is no longer an issue, Keystone says.
Once the measurement is taken, extensive evaluation functions available with the T8000 can output the results in many different parameters, printing them or uploading them to a server.
Keystone says it has greatly reduced quality costs as a result of the T8000 capability. In fact, the company is considering purchasing a duplicate T8000 for its other plants.












Related Content

How to Choose the Correct Measuring Tool for Any Application
There are many options to choose from when deciding on a dimensional measurement tool. Consider these application-based factors when selecting a measurement solution.
Read More
Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More