
Protection System Saves Spindles During Collisions
Collisions on a VMC can cause costly damage to the spindle as well as other machine parts, which prompted GF Machining Solutions to develop its Machine and Spindle Protection (MSP) feature.

Collisions happen. However, the Machine and Spindle Protection (MSP) feature for select Mikron VMCs can limit the damage to the tooling while protecting the machine’s costly spindle.
The company guarantees there will be no spindle damage if a collision occurs when axis travels are 12 m/min. or less.
Share









Collisions that can damage a machine tool’s spindle are most likely to occur when a new job is being set up or first attempted. The total cost for spindle repair/replacement exceeds the price of the unit itself when one considers other machine components that might also be damaged by the collision, as well as lost production time while the machine is down for repair.
As a result, GF Machining Solutions developed the Machine and Spindle Protection (MSP) feature for its Mikron HPM 600U and 800U VMCs. Stefan Fahrni, a milling product manager for the company, says this $20,000 option is approximately half the cost of a replacement spindle, meaning it can pay for itself after just one crash.



The MSP feature is comparable to the Integrated Collision Protection (ICP) capability that has been available on AgieCharmilles wire EDM equipment for some time. The system for the wire machines has energy-absorbing, spring-loaded ballscrews on the linear axes and two types of positioning sensors for each axis—a rotary encoder and a glass scale. If the location detected by the rotary encoder and glass scale for a given axis differ by a predetermined amount (meaning a collision is occurring), the system stops machine motion within microseconds before damage occurs.
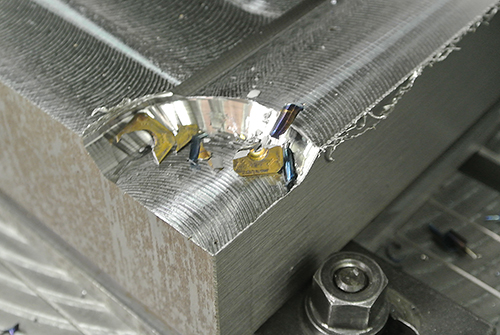
Similarly, the MSP feature uses a mechanical system that enables the spindle to deflect slightly in X, Y and Z axes during a collision. A sensor system detects this deflection and stops machine motion before the spindle/spindle bearings are damaged. The company guarantees that the MSP feature will prevent spindle damage at travel speeds of 12 m/min. or less. In fact, an M304 code was developed to cap the rapid feed of the linear axes at that rate. Once a new part program is proven out and it is determined that there will be no collisions during the operation, a subsequent M305 code disables the MSP feature and enables the machine to run at normal production speeds.
Mr. Fahrni say the MSP feature does not affect spindle rigidity during normal machining operations. The HPM 600U and 800U machines can achieve the same material removal rates with the MSP feature as they can without it.
Related Content
-
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
-
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
-
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.




.png;maxWidth=300;quality=90;format=webp)


