
Shop Favors Different Flavor of Five-Axis Technology
Campbell Engineering benefits from a new twist on the tombstone workholding concept, which enables one of its HMCs to perform 3+2 machining to reduce scrap while supporting the higher-volume needs of its medical customers.

This fifth-axis tombstone technology combined with dovetail part clamping has enabled Campbell Engineering to meet higher-volume needs of medical customers and apply 3+2 five-axis machining to reduce the number of setups required to machine complex parts.

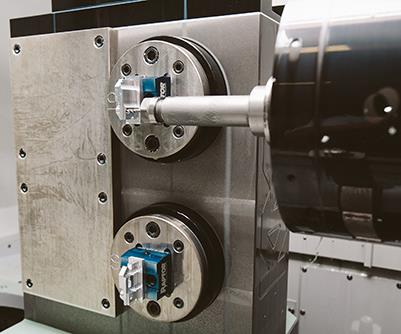
Either side of a fifth-axis tombstone has two indexers and a flat area to accept standard fixturing.
Dovetail clamping provides the machine spindle with unobstructed access to five sides of part because there essentially are no fixturing elements that it must avoid.

Decisions must be made as to what face of a part blank receives the dovetail. It is typically the side of the part that serves as the datum off of which critical features are located.

This part required ±0.001-inch flatness down the length of each side, which led to a scrap rate of 30 percent when run across multiple VMCs. Today, 3+2 machining on one of the shop’s HMCs has reduced this scrap rate to virtually nill while improving throughput, because four parts can be fixtured at the same time.

The HMC’s 160-station ATC magazine enables the shop to keep a number of standard tools installed inside the machine at all times while establishing a tool database inside its CAM software. If no special tools are required for a job, setup time is effectively zero.
Share









If asked to envision five-axis machining, you might picture a vertical-style machine with a two-axis trunnion or a B-axis head. Or, you might call to mind a bar-fed, B-axis turn-mill. If either of these is the first scenario that pops into your head, then the five-axis technology applied at Campbell Engineering might seem atypical.
Founded in 1999 by Jay Campbell, this Lake Forest, California, shop specializes in machining components primarily for the medical device industry. Until 2014, Campbell Engineering used only three-axis VMCs for prototyping and short-run work in support of medical startups, some of which at that time were nearing their final stages of new-product development.



Anticipated product launches from these customers spurred the shop to consider alternate machining equipment and strategies that would enable it to become an equally effective “production shop” to support a heftier volume of work. Its first step was adding a Makino a51NX HMC with dual 400-mm pallets and standard tombstones that could fixture multiple parts. Not only did the shop expect to improve throughput with this addition, but it also hoped to minimize the number of times that workpieces were “touched” during the process of machining complex parts (which was many when they ran across multiple VMCs).
All that happened. Still, production volumes continued to increase, spurring the shop to add another a51NX a year later. However, prior to finalizing the tooling for this second HMC, Mr. Campbell learned about a tombstone technology that uses integral, programmable rotary indexers to provide the fifth axis of movement atop the HMC’s fourth-axis table, which would enable the shop to benefit from a 3+2 positioning style of five-axis machining.
By adding this technology to its second HMC, it is now possible for the shop not only to fixture multiple workpieces on a single tombstone as it did with its first horizontal, but also provide the machine’s spindle with access to five sides of a part in one clamping. As a result, parts are machined to a nearer-to-complete state, further minimizing setups, because the HMC’s spindle can approach two additional part faces as well as scrap for components that might have true position tolerances as low as 0.001 inch.
Adopting a Production-Machining Approach
Mr. Campbell says his first experience with manufacturing was in high school when he and his brother manually deflashed plastic parts for their father at their kitchen table. After earning a degree in industrial technology and learning about CNC technology, he joined his father’s shop, where he worked for a decade before starting his own 15 years ago in a 1,000-square-foot facility. Today, Campbell Engineering’s operation is more than 10 times that size, with 28 employees working in two shifts. The shop also recently became certified to ISO 9001:2008.
Early work was won largely via word of mouth, and much of that was prototyping projects for medical startup companies. VMCs made sense for the low-volume work the shop performed for those customers, whose new products were still largely in the preliminary design stages. (In fact, the shop still has nine VMCs for that work as well as some production jobs and recently purchased a wire EDM unit.)
Campbell Engineering added its first a51NX HMC in 2014, recognizing that some of its medical customers were close to finalizing their product designs. Since the shop performed prototyping for them early on, it anticipated winning the production work that was on the horizon. It did.
Although the HMC with 160-station automatic toolchanger (ATC) and tool- and part-probing capability represented a much larger initial investment than any of the VMCs, Mr. Campbell says he justified the cost knowing payback would come in the form of faster speeds and feeds (thus, higher material removal rates and lower cycle times) and the ability to fixture multiple parts at once on a tombstone. Plus, while the HMC was machining parts on one tombstone, an operator could be fixturing new workpieces on another one so it was prepped and ready to be quickly shuttled in to maximize spindle uptime.
Campbell Engineering had recently switched to HyperMill CAD/CAM software from Open Mind Technologies and asked programmer Steve Butner to take the lead in learning how best to program the HMC using the new software. Although he had no prior HMC programming experience, Mr. Butner says transitioning from programming a vertical machine to programming a horizontal wasn’t terribly daunting. His biggest adjustment was becoming comfortable dealing with work performed on the back side of a tombstone, where one can’t see what’s going on in terms of machine movement during an initial setup. However, he says HyperMill’s effective simulation capabilities allayed those concerns, because it was possible to identify potential interference issues between the various workholding and tooling elements off-line before performing a dry run on the machine itself.
It was also during this time that the shop discovered the advantages of dovetail workholding. Because the HMC can take more aggressive cuts, it’s possible that parts can be pulled out of standard vises and fixturing during machining, Mr. Campbell explains. The dovetail connection between workpiece and clamp provides a stronger, more secure interface to help prevent that from happening.
To use a dovetail workholding clamp, part blanks are first machined with a 60-degree dovetail strip at their base. A blank is then inserted into the clamp, which has jaws with angled grooves that mate and engage with the blank’s dovetail strip. The strength of this joint requires that only a little extra stock be available on the bottom of the blank to accommodate the dovetail strip, which is removed from the machined workpiece in a subsequent milling or “decking” operation.
The resulting HMC machining process the shop established for batch sizes as large as 200 parts certainly proved more effective than running parts across multiple VMCs. That said, the machine’s spindle was only able to access three sides of a clamped part, meaning additional operations were still required. Mr. Campbell says that while this capability got the shop closer to being able to complete a part in just a couple of setups, it didn’t get it as close as it would have liked. However, the fifth-axis tombstone technology he discovered would enable the shop to get even closer to machining complete.
Five Is Better than Three
In 2015, Campbell Engineering’s two largest customers were purchased by a major medical company, and, as expected, the shop realized major increases in part order quantities. This prompted the addition of the second a51NX. The shop had planned to outfit that machine with standard tombstones as it did with the first one. However, prior to finalizing its tooling selection, Mr. Campbell read about a shop’s successes using a tombstone technology to enable a four-axis HMC to offer 3+2 five-axis workpiece positioning capability. Turns out, he had very close dealings with that shop’s owner years ago, so he called on him to get his take on the technology. After receiving positive feedback, Mr. Campbell decided to invest in this alternate workholding concept.
The fifth-axis tombstones are designed and manufactured by KME CNC, located close to Campbell Engineering in Irvine. Their design takes advantage of the internal void in a hollow, T-style Meehanite tombstone, enabling the servomotors of multiple, independently driven indexers to be housed inside. Therefore, the faceplate of the indexers extends only a couple inches from the two tombstone fixturing surfaces, meaning it consumes less space within an HMC’s workzone as compared to one with surface-mounted indexers.
Campbell Engineering purchased a pair of KME CNC’s fifth-axis tombstones, the company’s standard model, which has four indexers. Each tombstone side has two indexers as well as a flat surface that can accommodate standard fixturing (custom indexer configurations are available). Power is supplied and communication between the machine and tombstone is made possible via the cable management system already integral to the a51NX. (See the sidebar below to learn about new fifth-axis tombstones that offer wireless capability.) The tombstones are programmed to function through direct M codes from the machine’s CNC. For example, once a new pallet is shuttled in and lowered onto the table, a signal from the tombstone’s control unit tells the machine’s CNC that the tombstone is in position. The control unit also signals the CNC as to what part program to run.
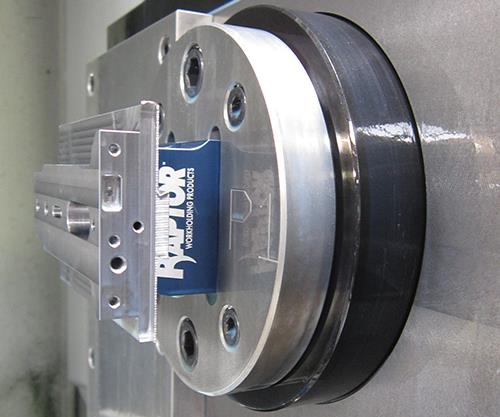
Each indexer has a 5.7-inch faceplate and a dovetail workholding clamp from Raptor Workholding. Holding torque for each is 300 foot-pounds (KME offers larger faceplate and torque capabilities depending on the application and HMC pallet size), and indexer rotational accuracy and repeatability are ±10 arcseconds and ±5 arcseconds, respectively.
In addition to clamping strength, the dovetail workholding interface provides the machine’s spindle with easier access to five sides of the part because there essentially are no fixturing elements that it must avoid. This clearance, plus having the tool positioned normal to the machine’s Z axis, makes it possible to use shorter, more rigid cutters, too. As a result, Campbell Engineering needs minimal special tools and can realize improved cutting speeds and feeds as well as increased tool life. Mr. Butner says the shop created faceplates that it installed between the dovetail clamps and indexers to position workpieces even farther away from the tombstone surface. This offers additional clearance between the tombstone and machine spindle when machining very small parts. The shop might also choose to leave a bit more stock on the dovetail face of small parts, perhaps as much as a half of an inch, to gain a tad more clearance.
Programming Considerations
The block-looking part shown to the left was the first to be machined using the fifth-axis tombstone. It previously required nine operations on multiple VMCs. Because some true-position tolerances were as low as 0.001 inch, and it was touched so many times running across many machines, the scrap rate for this part was 30 percent. Now that it is machined using the fifth-axis tombstone—four in each cycle—the scrap rate is virtually nill. Once machining is completed on the HMC, the part requires just an additional wire EDM operation and decking off the dovetail strip.
Of course, decisions must be made to identify the face to incorporate that dovetail strip for each job. Mr. Butner says that although it would be convenient if that face would be the side requiring minimal subsequent machining operations after decking, it is more important to choose the side with the datum off of which critical features are located.
As is the case with this job, the shop commonly fixtures and machines the same part on each of the four indexers. Mr. Butner says that instead of machining each individual part on an indexer complete before moving on to the next, he programs the HMC to machine each part in stages. The same operation with the same tool is subsequently performed on all four parts before tools are changed to follow suit on all parts with the next operation. The intent here is to minimize the number of tool changes to shorten overall cycle times.
In addition, the machine’s 160-station automatic toolchanger (ATC) combined with the shops fifth-axis programming strategy helps speed change-overs to new jobs. This enables the shop to keep a number of standard tools installed in the ATC’s magazine while establishing a standard tool database inside HyperMill. Plus, as part of the postprocessor that Open Mind Technologies developed in conjunction with KME CNC for this application, work offsets are located off the center line and face of each indexer, not within the part model itself. Therefore, each program that is called up works off the same common zero location for each indexer. If no special tools are required for a job, all the shop needs to do is fixture the dovetail workpiece blanks, call up a part program and begin cutting.
In fact, the nimbleness to quickly fixture dovetailed blanks and call up new part programs has enabled Campbell Engineering to use the HMC to perform prototype work, too. The advantage to that is the shop has the programming and process for the production machine already in the can when a prototype job turns into production work. So in that respect, the fifth-axis indexing capability has enabled the shop to come full circle back to prototyping, only this time effectively using its production equipment for such low-volume work.





.png;maxWidth=300;quality=90;format=webp)


Related Content

Tracing Domestic Manufacturing’s History at the American Precision Museum
The American Precision Museum connects new generations to the story of domestic precision manufacturing. Find out how it’s bringing new chapters of that story to life.
Read More
Navigating Large-Scale CNC Machining: Suburban Tool’s Niche Strategy to Stay Competitive
Facing increasing competition from lower-cost imports, Suburban Tool made a move toward large-scale, in-house machining. By identifying a niche in large, precision angle plates and tombstones, the company has strengthened its ability to control quality and protect its reputation.
Read More
Okuma Machine Lineup Features Intelligent Manufacturing Technology
IMTS 2024: Okuma’s booth features CNC machine tools, a CNC control, a line of automation systems, intelligent manufacturing technologies, customer services and more.
Read More
Large-Format Machining Simplifies Tube Manufacturing
Downtime is the enemy of efficient manufacturing — a problem FIBA Technologies has addressed through purchasing a Soraluce FLP 14000.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More