
Software Speeds Inspection Documentation
InspectionXpert software from Extensible CAD Technologies has standardized and automated this manufacturer’s process for ballooning drawings and generating inspection reports.
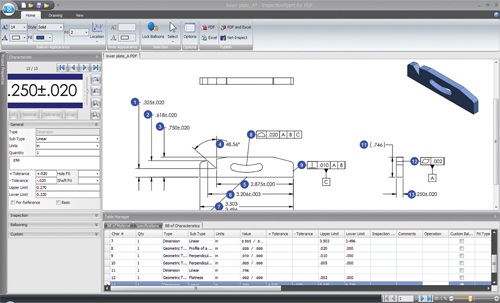
InspectionXpert enables users to identify and extract dimensions and tolerances from their PDF and TIF drawings. Dimensions and tolerances are identified with uniquely numbered inspection balloons and are then extracted to Microsoft Excel inspection forms.
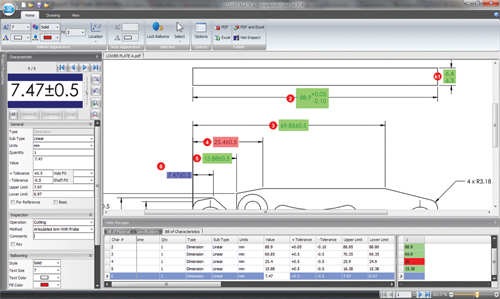
InspectionXpert’s measurements module, located at the bottom of the screen, enables users to compare actual measurements with values that the software extracts from the drawing. Dimensions are shaded red or green to show whether they are within tolerance. The CMM Import module, located in the upper-right of the screen, enables importing measurement values from CMM reports and reconciling them with expected values from the drawing.

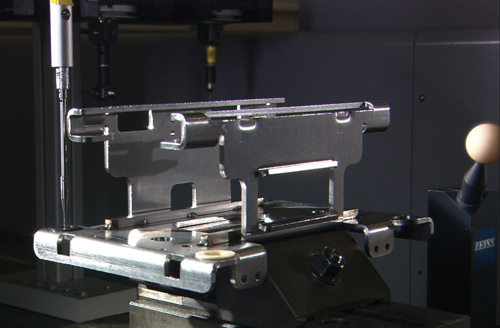
A sheet metal structural part undergoes in-process inspection on a Zeiss CMM.
A closer view of the sheet metal part in the picture above.
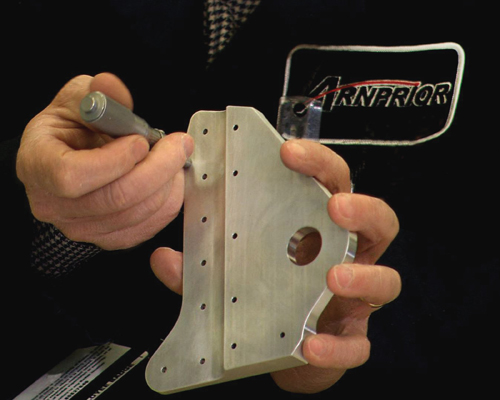
A quality resource technician at Arnprior checks a critical part dimension with micrometers.

The company uses multi-directional probing techniques to measure difficult-to-access part features.



InspectionXpert, Arnprior was “sold immediately,” Mr. Meehan says. “We saw that the bubbles would actually be useful, not just something we’d add to a drawing layer on the page,” he recalls. “We could actually manipulate them and create a report, and we could query them and use them to calculate values. That’s what sold us on it.”












Related Content

Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read More
Understanding Errors In Hand-Held Measuring Instruments
Different instruments (and different operators) are prone to different errors.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
