Trends In EDM
Electrical discharge machines, both wire and ram type, have undergone rapid improvements in capability, economical operation, speed and flexibility. New applications are continually emerging as shops discover the advantages of this process.
Share









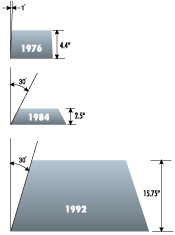
Fig. 2—Wire EDM taper capability has increased 9,000 percent in 20 years. A taper of 30 degrees to a 16-inch workpiece height is now standard on popular models.

Wire EDM machines equipped with large wire spool options and palletized workpiece loading systems are operating around the clock and over the weekend, maximizing productivity.

Fig. 3—Intelligent automatic wire threading can handle wire diameters from 0.002 to 0.012 inch with holes 0.002 inch larger than the wire diameter. Advanced automatic hole search functions are able to find and use the actual positions of out-of-location start holes.

Fig. 5—Roboform 2400 QCR ram EDM system includes a built-in Quick Change Robot for handling electrodes and workpieces. Machines with integrated robotics can work day and night, making it possible to reach up to 6,000 hours of machining per year, twice the normal average.

EDM applications in micro-machining are typically less than 0.1 square inch in the frontal area but may be larger with very fine details. The latest micro-machining generators improve performance and reduce electrode wear by as much as 30 percent (65 percent in corner wear) and can hold approximately 0.001 inch radii on inside corners.
Fig. 1—Wire EDM’s dramatic improvements in workpiece size, cutting speed and price have helped make EDM the fourth most popular machining process.

Fig. 4—This ribbed electrode is typical of those encountered in EDM. Cross ribs are 1 inch wide, 1 inch deep and 0.03 inch thick.
EDM is no longer “non-conventional” or “non-standard” machining. In fact, EDM is now the fourth most popular machining process, selling more than all other processes except milling, turning and grinding, with EDM sales increasing from about 0.5 percent of the 1960 machine tool market to about 6 percent of the 1998 market.
In the soft 1999 machine tool market, EDM’s share increased further because EDM sales were off less than machine tool sales as a whole. The increasing strength of EDM is based on the rapid improvements in its price/performance ratios, on the new applications made feasible by the improved performance economics and on a growing awareness of the advantages of EDM by the metalworking industry in general.



Sales and performance have increased dramatically for both wire and ram (die sinking) EDM, but the two processes have generally been out of phase with each other. Each process has been subject to important but different trends.
Wire EDM
Wire EDM started from scratch in the early 1970s and has made steady progress, with the most rapid process improvements occurring from the mid 1980s to the mid 1990s. Progress occurred in six key measures of price/performance.
1. Speed
The biggest advantage for most applications has been the improvement in nominal cutting speed, that is, the cutting speed obtainable under ideal conditions. Speed increased from about 1 square inch per hour in the early 1970s to approximately 3 square inches per hour in the mid 1970s, and then surged about 800 percent to 28-30 square inches per hour in the mid 1990s (Figure 1). The actual average cutting speeds achieved in real applications have always been less than the nominal speeds, but have also risen proportionately. The reasons for the speed increases are primarily higher flushing pressure and faster solid-state generator circuitry that allows optimization of settings. Also contributing is the improvement in the quality of electrode wire and the variety of special wire alloys now available.
As the speed increased, the number of jobs that could be cut per hour or per day increased proportionately. To take advantage of higher speed and to avoid having the faster machines sitting idle at night, EDM manufacturers introduced increasingly effective automatic threading systems, wire breakage prevention strategies and workpiece loading automation.
2. Workpiece Size
At first, wire EDM was used almost exclusively for stamping dies and punches. Thus, the early applications had a maximum workpiece height of 2 to 4 inches. As makers of molds, plastic extrusion dies and various production parts sought the advantages of wire EDM, builders enlarged their machines’ maximum workpiece size capability. Dimensions in all axes increased, but substantially more in the Z axis. The actual trend in maximum X-Y-Z travel volume of popular models is also shown in Figure 1 (below).
The increase in size has come partly from new mechanical configurations, such as combining a stationary workpiece design with the efficient and accurate stacking of the axes.
3. Taper
Because the earliest models were primarily designed for die making, a 1-degree die relief to 4 or 5 inches was typically the maximum possible taper. To meet the broader requirements of molds, plastic extrusion dies and production parts, the maximum available taper was increased dramatically in the mid 1980s and again in the early 90s, so that today, a taper of 30 degrees to about 16 inches is available on the most popular models. This progression is shown in Figure 2 (below right).
The increased taper has opened up significant new applications for wire EDM. For example, because taper capability of early machines was limited, the header on a plastic extrusion die was traditionally made in a number of thin sections, which were stacked together. With today’s machines, the header can be cut in one piece, dramatically reducing extrusion scrap rates and improving throughput rates in the plastic extrusion presses.
4. Price
At the same time that all of these performance and capability improvements were occurring, the price of high quality machines fell by approximately 75 percent, adjusting for inflation, as shown in Figure 1. A number of factors helped bring prices down. The electronic portion of the machines benefited from the same price/performance trend that has been achieved in the computer industry—much more processing capability at lower prices. The number of machines produced per year increased from a few to hundreds or even thousands, giving manufacturers an unprecedented economy of scale. In addition, new mechanical designs achieved higher accuracy at a lower cost.
5. Accuracy
The maximum possible accuracy has improved from about 0.001 inch for the first models to about 0.00005 inch on today’s. Beginning in the mid 1980s, the operator effort and experience to achieve 0.0002 or 0.0001 inch accuracy came down dramatically. For example, in the 70s and early 80s, the operator had to precut a sample and establish appropriate settings before a new geometry could be cut accurately. These steps are unnecessary today.
Developments in several quarters are responsible for this improved accuracy with less effort. The technology provided with the latest machines assures that cuts follow programmed geometry very accurately. Glass scales assure continued accuracy despite hours of machine usage and significant temperature variation. Using cooled dielectric, machine columns are “thermostabilized” to assure wire perpendicularity. In short, today’s models are 75 percent less expensive than early models yet are three to five times as accurate.
6. Untended Operation
In the mid 1970s, wire EDMs achieved many hours per day of unattended operation because the cutting speeds were so slow. As cutting speed increased, however, several features were needed to maintain the same hours of untended operation.
Probably the most important innovation has been increasingly reliable and efficient automatic threading systems. These systems allow a series of workpiece details, such as die openings or full workpieces, to be cut untended. The first systems, which were introduced around 1980, had a 120-second cycle time and were not adequately reliable. The newest systems have far fewer parts, a 28-second cycle time and consistent reliability, even when threading holes that are only 0.002 inch larger in diameter than the wire size. In other words, they can thread a 0.010 inch wire consistentcy into a 0.012 inch hole.
The newest systems also offer a search feature. See Figure 3 (at right).
Automatic workpiece loading has further increased untended operation, allowing days of work to be staged at the machine. However, efficient utilization of a loading system requires disciplined shop scheduling and planning so that the workpieces and programs are consistently available on a timely basis. Nevertheless, these efforts are worthwhile. Some shops, for example, are reporting more than 100 cutting hours per week in such automated systems.
With or without automatic workpiece loading, the effectiveness of untended machining has been limited when the workpiece contains slugs. Stamping dies are a prime example. Typically, a machine may run untended at night as it roughs and finishes most of each opening, but it must leave the slug attached by a tab. The operator must then program the machine to cut off each slug, rethread each opening, rough and finish cut the tab area, move to the next slug, and so on. This procedure ties up the operator, the wire machine and the robot if so equipped.
In contrast, a slug eject system automatically leaves the minimal tab, safely knocks off the slug and disposes of it, then rough and finish cuts the tab area to leave the opening complete, before the machine proceeds to the next opening.
Consider this scenario. If work with 15 openings is loaded in the tank for untended cutting overnight, a slug eject system will save about 2 hours of operator and machine time the next morning. Because machine output is often limited by the operator’s time to program, prepare and load workpieces for untended operation, a typical shop can expect at least one hour of operator time for every two hours of burn time. In this case then, freeing up 2 operator hours per day should generate 4 additional burn hours per day. At $50 per burn hour, a slug eject system can increase sales by $200 a day, which amounts to $50,000 a year at a constant labor rate. The additional sales represent five to ten times the price of a slug eject system. Alternatively, at the same sales level, a slug ejection system reduces operator cost about $15,000 per year. Savings are even greater if overtime is reduced.
In a period when skilled EDM operators are growing scarce, ease of use of the machines has both improved economical operation and allowed shops to spread fewer skilled workers over more machines, even on the day shift. Adaptive control systems, such as the GFAGIECHilles Pilot Expert, automatically adjust flushing pressure, frequency and wire tension. This automation eliminates the need for the operator to adjust these variables when cutting into parts or sections of varying thickness.
Ram (Die Sinking) EDM
EDM made its appearance with the introduction of manual die sinkers around 1955. The performance of manual machines gradually improved until the mid 1970s, whereupon orbiting capability significantly reduced cycle time and the number of electrodes required. Around 1980, the first computer numerically controlled (CNC) EDM units were introduced. By this time, the ram EDM process was well established and, thus, the performance of CNC machines improved at a slower rate than the performance of wire EDMs did following their introduction. The biggest improvement relative to manual EDMs was in the labor hours required to produce a cavity rather than in cycle time.
For example, the ribbed electrode shown in Figure 4 (at left) would have required about 4 hours of operator time in 1960, and a burn time of 4.5 hours. In 1970, operator time would have dropped to 3 hours, burn time to 3.5. By the mid 1980s, the operator needed less than half an hour, and burn time was under 3 hours. In the last two years, the figures are coming down even further.
We noted earlier that in wire EDM, increases in output and reductions in shop cost came largely from improvements in cutting speed. In ram EDM, corresponding improvements came from obtaining many more cutting hours per day with CNC operations. Both processes benefited from reduced labor hours per part. The transition from manual to CNC operation allowed machines to run almost all the time on the first shift and extensively on the second and third shifts in the untended mode. Whereas a manual machine typically burns 6 hours per day, a realistic target for a CNC machine is 16 hours a day. Many shops do substantially better.
1. Price
The leading manufacturers today offer modern CNC ram machines (without tool changer or C-axis) at about the same price as they offered manual machines in the mid 1970s, adjusting for inflation. Even when the cost of the necessary options is added, the adjusted price for the new machine is about the same price at which a manual machine with an orbiter was offered in the late 70s. Any increase in purchase price is dramatically outweighed by the reduction in cycle time and the huge reductions in labor hours and increases in burn hours per day.
2. Reduced Cycle Time And Labor Hours
The new round of cycle time reductions that begin in 1999 reflects the introduction of highly adaptive generators on CNC die sinkers. These generators achieve their advantage over earlier models by optimizing the process and by controlling the aggressiveness of the machining. GFAGIECHilles’ Pilot Expert 3, for example, pulsation frequency and pulsation length is adjusted according to the actual cutting depth, thus improving cutting performance in difficult flushing conditions.
The new motor servo control and a 2 micro-second machining loop-time allow a faster retraction of the electrode during pulsation. The system monitors each spark and cuts out bad sparks immediately, optimizing the process. This generator also automatically adapts the current density during the rough cut. This feature dramatically improves the performance on free-form electrode shapes. During finishing, the system monitors the cut to protect surface integrity and consistency by using a contamination sensor that reacts ten times faster than previous generator technology.
3. Untended Operation
Shops are turning to robotic loading of workpieces to increase untended operation, boost output per machine and reduce tool delivery times. A typical system, the Roboform 2400 QCR, shown in Figure 5 (at right), is representative of robotic systems on the market today. The robot is mounted on the machine, and the machine’s CNC directly controls both the machine and the robot. Other advantages to this system include adapative control, a 50 percent reduction in electrode change time, and reduced floor space.
4. Ease Of Use
To further reduce operator time, the newest systems offer much easier-to-use programming. A typical system allows the operator to do all programming off-line at a personal computer and then simply download everything to the machine. GFAGIECHilles’ IPS (Intelligent Programming System) takes this approach, for example. Compared to earlier programming technology, today’s advanced systems reduce programming time and burn time by about 25 percent for most operators. The operator who uses the EDM only once a week still can achieve effective machine performance.
5. Accuracy
The accuracy of ram EDM is heavily dependent on the accuracy of the electrode. The introduction of affordable, high speed graphite milling machines has made it much easier for shops to produce significantly more accurate electrodes, and to do so very efficiently.
Accuracy of the latest ram models has also improved. These improvements are especially noticeable in micro-machining. For example, when EDMing cavities 0.1 inch square or smaller, the latest generators can hold approximately 0.001 inch inside corner radii in shallow cuts due to 65 percent less wear in the corners. These operations can be performed with approximately six times fewer electrodes and can achieve faster cycle times.
Significant improvements in surface flatness have also been achieved. For example, 0.0003 inch total deviation on a 9 by 6 inch cavity is achievable on today’s EDMs.
6. Customer Support
A necessary responsibility for any vendor of a major technology is effective support of its user base. In the 1950s, 60s and even 70s, EDM companies were relatively small and typically had only a few service engineers located around the United States. Today, the leading EDM manufacturers offer much more support. For example, GFAGIECHilles has more than 60 service engineers located in 32 different major markets throughout North America. Other builders have also shown a much greater commitment to servicing their customers. In short, EDM builders now play in the big league with the other major machine tool makers.
EDM, The Right Choice
Due to major advances in speed, workpiece size and geometric complexity, accuracy, ease of use, unattended operation, industry education, customer support and affordability, EDM has solidified its dominance in toolmaking and is increasingly being applied to parts production.
Today, no shop can afford to overlook the opportunities EDM can offer in solving manufacturing problems. MMS
About the authors: Harry C. Moser is president of GFAGIECHilles Technologies in Lincolnshire, Illinois, and Bill Boehmert is a product manager.








Related Content

Hybrid Control Makes Lights-Out EDM More Accessible
This CNC enables EDMs to switch between G-code and an integrated CAM system to adapt to changing conditions and make lights-out manufacturing more attainable.
Read More
Incorporating Automation into EDM
Adding automation to EDM can provide long periods of unattended machining or be used in a closed-loop cell, while EDM control features can automate electrode design and process parameters.
Read More
Belmont Small-Hole EDM Features Multitasking Capabilities
The SY-4060 provides automatic depth control, three-step control of EDM parameters and conversational G- and M-code programming.
Read More
Electrical Discharge Machining in Ten Articles
This roundup of the top ten Electrical Discharge Machining articles on Modern Machine Shop covers the wide range of EDM topics.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More