When Automated Production Turning is the Low-Cost Option
Sponsored ContentFor the right parts, or families of parts, an automated CNC turning cell is simply the least expensive way to produce high-quality parts.
Share

It may seem like buying a cheaper standalone machine tool saves money, and sometimes that’s true. But when it comes to mid- to high-volume turned parts, the economics can quickly turn in another direction. When you consider the whole cost scenario of production turning—including machine, labor, spindle utilization, tooling, workholding, quality and other factors—the automated solution can be substantially more productive, and less expensive overall.
To put some hard numbers behind that proposition, Murata Machinery USA, makers of Muratec automated twin-spindle turning centers, breaks down the advantages. Murata is both an expert and unique in this field because they only specialize in automated turning systems that come pre-engineered to meet manufacturers’ specific part-processing requirements. These turnkey applications come with automated work handling and can also include in-process gaging and other internal operations. Their goal is to deliver a complete machining process that’s totally “hands-off” from raw material to finished part.
This video on the Muratec MW120 twin-spindle turning center illustrates all the functionality and automation that can be integrated into the system.
Case in Point
To prove the financial point, take the case of a manually loaded cell with two chuckers, each running one side of the part, with an operator doing all the loading and unloading on both machines. The value of the part is $2 per piece, and it has a 1-minute throughput time. The job is running across two shifts, five days a week.
Now, let’s compare that production process with an automated dual-spindle turning center with a 14-station feeder table and finished parts conveyor like the one pictured above.
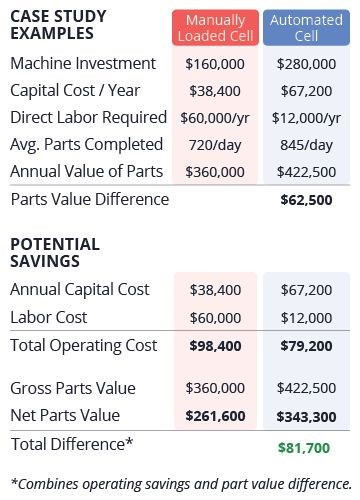
Here’s the math: Clearly the acquisition cost of the automated cell is higher, which in this example is amortized over three years. However, the direct labor cost is much lower, so much lower, in fact, that the cell can be justified on this factor alone.
This is a general case study. Contact Murata if you’d like a study done on your specific part or machine.
The manually loaded cell requires an attendant operator almost 100% of the time. The automated cell only requires human attention for 15 minutes an hour for bulk part loading and unloading. Also, manually loading the machines will not be as efficient or accurate as automated loading. The calculation here conservatively assumes 88% efficiency with automation vs. 75% with manual loading. The result is that with automated part handling you will have more finished parts of higher quality done at the end of each day.
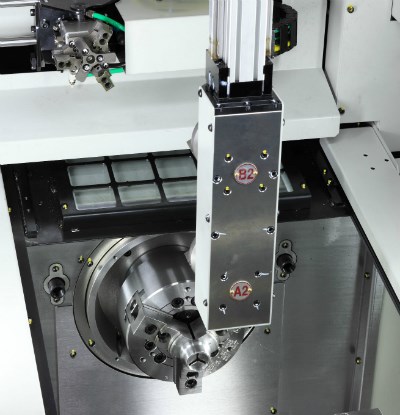
All workpiece handling is managed by a “pre-integrated” gantry robot which can pick up, load/unload, and move parts to other operations such as a gaging stand.
Based on the labor reduction alone, the total operating cost of the automated cell is lower. Add in the value of higher output and the automation contributes more than $81,000 to the bottom line each year. Over a typical justification period of three years, that’s close to a quarter million dollars.
That’s real money, and that’s what happens when shops are able to increase spindle utilization through automation. And that return doesn't even speak to the potential of running lights out, which this cell is absolutely capable of doing.
The cell saves money in other ways by combining multiple operations on a single base. For one, it saves on peripheral equipment. For example, two machines need two part loaders and unloaders, where the cell only needs one of each. Secondary operations on still other machines can often be eliminated as well.
Perhaps more important, quality improves by eliminating many of the errors that can creep in with each manual movement of a part. And that’s not to mention the time wasted while a part is sitting on a pallet waiting for the next operation. Every time you re-chuck a part, you introduce new potential for error, leading to inconsistent setup or part damage. Or as Murata puts it: “Every time you touch a part, you put cost into that part.”
How to Engineer and Automated Turning Cell
How does the average shop go about doing all the process engineering to make sure they get the best return on a rather considerable investment? Fortunately, Murata covers all of the engineering for them so they don’t have to. Hand Murata a part, specify the volumes and quality requirements, and Murata handles the rest.
In these turnkey systems, Murata engineers develop every aspect of the machining process, from input, to cutting tool selection, to process parameters (feeds and speeds), to output.
Besides the equipment, the company maintains a large engineering and integration staff in their U.S. headquarters in Charlotte, North Carolina. While the base turning centers come from Japan, every aspect of the process engineering and automation configuration is handled in Charlotte.
The engineering process can be handled more adroitly because the machines themselves are built for automation. This covers even the most basic elements of a process, like anticipating chip management in an unattended environment. It also includes the ability to quickly engineer workpiece manipulation, loading and unloading stations, or in-process gaging, which are all integrated into a cell’s part handling system and CNC control routines.

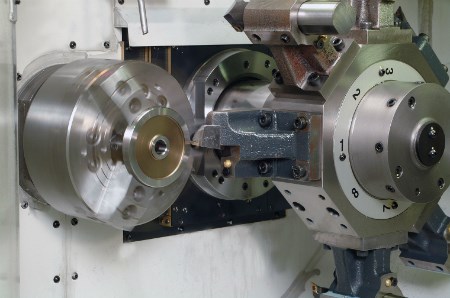
For operations that require fewer tools, gang tooling provides an extremely efficient turning process by reducing tool change time.
Murata cites several examples of cells developed this way. In one case, the company engineered a cell for an automotive parts supplier that continuously runs 20 spindles with just three operators. In another, they were able to produce a family of 23 parts in just a single, twin-spindle Muratec machine. For another customer, they developed a cell with poka-yoke features so parts could not be staged incorrectly on the input end.
These machines are all designed for production turning and machining, allowing more aggressive cutting routines at higher speeds. As a result, the Murata engineering team is extremely well-versed in best machining practices and tooling to deliver shorter cycle times, all while maintaining high-quality output day after day.

Two turning centers can be linked to create multi-machine cells with greater capacity, yet still retain flexibility to process multiple parts.
Is Automation Just for High Volume?
Perhaps some of the cases mentioned here suggest that automated turning cells are only for very high-volume applications. To be sure, they are well-equipped for that, which is one reason why they are widely used in the automotive industry. But Murata emphasizes that they have a number of customers producing in mid-volume, higher-mix environments as well.
In one case, a manufacturer runs 35 parts across a single cell to keep the machine utilization high and to reap the largest payback possible from their investment in automation. Can you run just any part across any machine? No. But as long as there is reasonable similarity in part size and configuration, setup for the next part is surprisingly quick, with minimal downtime for the changeover. Indeed, some changeovers can be accomplished with little human intervention at all. That’s the sort of capability that enables a variety of shops to put more finished parts on the dock at the end of the day.
To find out more about turning automation from Muratec, visit their website, call 866-809-6020, or download CNC Turning Machines brochure now.



