
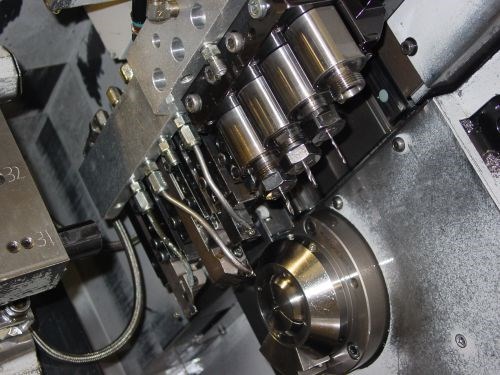
How Swiss-Type Machining is Different
When you go from using a conventional CNC lathe to using a CNC Swiss-type for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says there are five differences.
.jpg;width=70;height=70;mode=crop;format=webp)



When you go from using a conventional CNC lathe to using a CNC Swiss-type for the first time, your thinking changes. Doug Paoletta of Encompass Swiss Consulting says these are the differences:
1. Making a turn length longer or a drilled hole deeper entails a Z-plus offset on the Swiss-type. (It’s Z-minus on a conventional lathe.)



2. The machining of long parts has to be divided into short segments on the Swiss, because the part can’t be allowed to extend too far from the guide bushing.
3. The size and material of the guide bushing are two important considerations in Swiss machining that don’t exist on a typical CNC lathe.
4. The cutting fluid is usually oil instead of water.
5. Machining cycles are complex and they move very fast.
For more detail, including elaboration on all of the points above, read this article about a shop that implemented its first CNC Swiss-type machine.
Related Content
-
Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
-
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
-
IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.








