
Are AM Parts as Strong?
The technology’s use for replacement of a flight-critical part says they are.

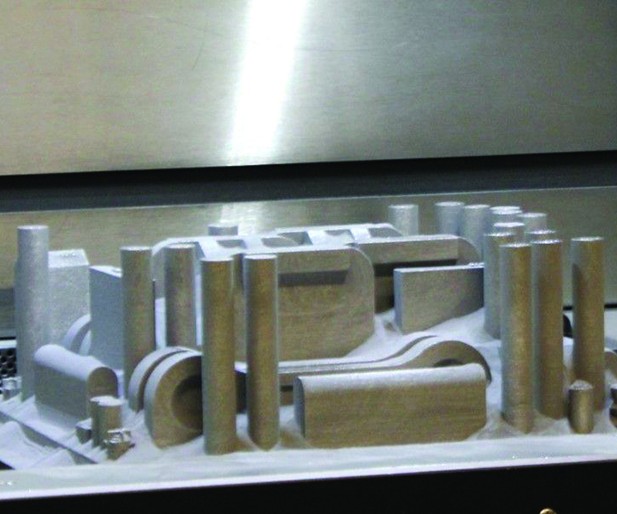
Fig. 1. Multiple parts for the link and bracket assembly were built on a single build plate. (Images courtesy CIMP-3D.)

Fig. 2. The link, as built.



The last few months, I have been focusing on several of the safety concerns related to using metallic powder feedstocks in additive manufacturing, including inhalation risks, safe powder handling and pyrophoric hazards. While these concerns may have scared off some of you, it is important that everyone understand all aspects of AM as it gains industry acceptance. Too many stories just focus on the power and potential of AM, creating unrealistic expectations and fairytale scenarios.
This month, however, I want to return to discussing the benefits of AM and share a case study we have been involved with in the Center for Innovative Materials Processing through Direct Digital Deposition (CIMP-3D, cimp-3d.org) at Penn State. As the co-director of CIMP-3D, I help give tours to the more than 1,000 people that visit each year to see firsthand our powder-bed fusion, directed energy deposition, hybrid manufacturing and computed tomography (CT) scanning capabilities. We field a lot of questions during those tours, and the most frequently asked one is: Are AM parts as strong as the same part made using a conventional manufacturing process?



For years, we had to reference data, studies and experiments comparing properties of AM-made parts with traditionally made parts. Now, we simply hold up a link and bracket assembly additively built from titanium and explain how these two parts helped secure the engines on a helicopter—and not just any helicopter, but one of the Navy’s MV-22B Ospreys.
The MV-22B Osprey link and fitting assembly is one of CIMP-3D’s recent manufacturing demonstration projects, and it could be considered one of the more significant projects in the AM industry, because it was the first flight-critical component manufactured additively to be used on a military airframe.
My colleague, Dr. Edward (Ted) Reutzel, led the CIMP-3D team on this project, working closely with the Naval Air Systems Command (NAVAIR) headquarters in Patuxent River, Maryland, the Naval Air Warfare Center (Lakehurst, New Jersey) and other NAVAIR organizations. Ted and his team helped perform build-orientation and layout studies for the components, characterize distortion and build quality, and support final build design for production. The effort also included comprehensive powder characterization, post-build material characterization, thermomechanical build simulation of components and builds, and evaluation of dimensional measurements through various stages of postprocessing (such as before and after heat treatment, and part removal).
You often don’t get to the see the before and after shots of an AM part, but I have included images of the parts on the build plate (Figure 1) and of the link “as built” (Figure 2). These images should help you better appreciate the complexity of the build (multiple links, fittings, witness coupons and other test specimens on a single plate), the amount of powder that needs to be removed, and the extent of the machining and finishing that needs to occur to create an exact replica of the original, traditionally built parts.
(Those interested in reading more about the postprocessing and the testing that the AM parts underwent to ensure they were as good as the original can check out the recent paper by NAVAIR’s J.M. Kasprzak, A.B. Lass and C.E. Miller titled “Development, Test, and Evaluation of Additively Manufactured Flight Critical Aircraft Components.”)
So an additively built part can be as strong as a conventionally built part. But why choose AM? In this case, it was not about cost or performance so much as validation that an AM part could be approved as a direct replacement for a conventionally made part for flight demonstration—a first for the Navy. Given that, the potential benefit is speed, as AM shows promise in providing the ability to source parts quicker or make replacement parts in the field instead of waiting for them to be delivered. In this way, AM can improve logistics by providing spares and repairs more quickly than with a direct part replacement.
Finally, I want to express how incredibly proud we are of the work performed by Ted and his team, which spanned about 18 months. As you can imagine, it was a very stressful project, and I often joke that, while I’m glad CIMP-3D was involved, I’m also glad that I wasn’t on Ted’s team. My team and I were working on a much less stressful project with a broader timeline to improve the design of a piston crown. More on that next month.











Read Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More