
Garant Master Steel Deep Enhances Performance and Longevity
The Hoffmann Group’s Garant Master Steel Deep tool can operate without a co-pilot hole in stainless steel and cast iron.

Share











Phillips Corporation - Education
Featured Content
View More



Phillips Corporation
Featured Content
View More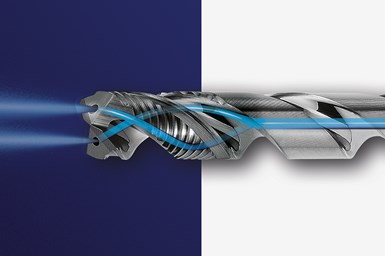
The Hoffmann Group’s Garant Master product family has expanded with the launch of Garant Master Steel Deep. The company says this deep hole drilling tool features good process reliability with high cutting parameters, operating without a co-pilot hole in stainless steel and cast iron. The tool is also said to achieve a tool life ranging to three times that of competitors.
The Hoffmann Group’s internal tests show the Garant Master Steel Deep can achieves as much as a 30% increase in metal removal rates, as much as 70% higher process reliability and around three times longer tool life over its predecessor and competitors. The tool owes its performance to straight main cutting edges, which reduce cutting forces; improved point geometry, which is designed for optimum chip breaking; and its design, which offers advantages for cooling and drill guidance. The through-cooling is only helical in the head, enabling an unequal helical pitch of the chip flutes on the remaining drill body, with an adaptive helix angle from 15 to 30 degrees. The company says this cooling design leads to swifter chip evacuation and greater process reliability at higher cutting speeds. Patented drill guidance reduces vibration and promotes top drill hole quality. Thanks to the guide rings, coolant flows around the drill tip in a targeted manner and prevents the machining zone from overheating. In addition, a head coating and polished chip flutes optimize chip flow.
The company says that the Garant Master Steel Deep’s sintered carbide substrate core and wear- and heat-resistant TiAlN-based multi-layer coating improve stability and durability. Operators can regrind the tool to its original quality as many as four times.
Related Content
-
Measuring Torque, Thrust Force for Smart Drilling Operations
To monitor drilling operations for smart manufacturing solutions, torque and thrust force can be measured.
-
Mitsubishi Drill Series Improves Fracture Resistance
PMTS 2025: The DVAS TriStar Drill Series features internal cooling technology and a durable design to reduce heat buildup and enhance chip flow.
-
Heule Cutting Tool Provides Chatter-Free Countersinks
PMTS 2025: GH-K tooling is well suited for conventional milling of chamfers around the perimeter of larger holes or entire parts.








