
Additive Manufacturing Belongs in a Machine Shop
A fourth-generation family machine shop integrates metal additive manufacturing as another production operation.

Christian Joest, great grandson of the founder of Imperial Machine & Tool, discusses perhaps the shop’s most note-worthy resource today: two selective laser melting machines for additive manufacturing.

This photo shows parts made through additive manufacturing now in the machine shop for a basic next step: removing the parts from the additive process’s build plate.
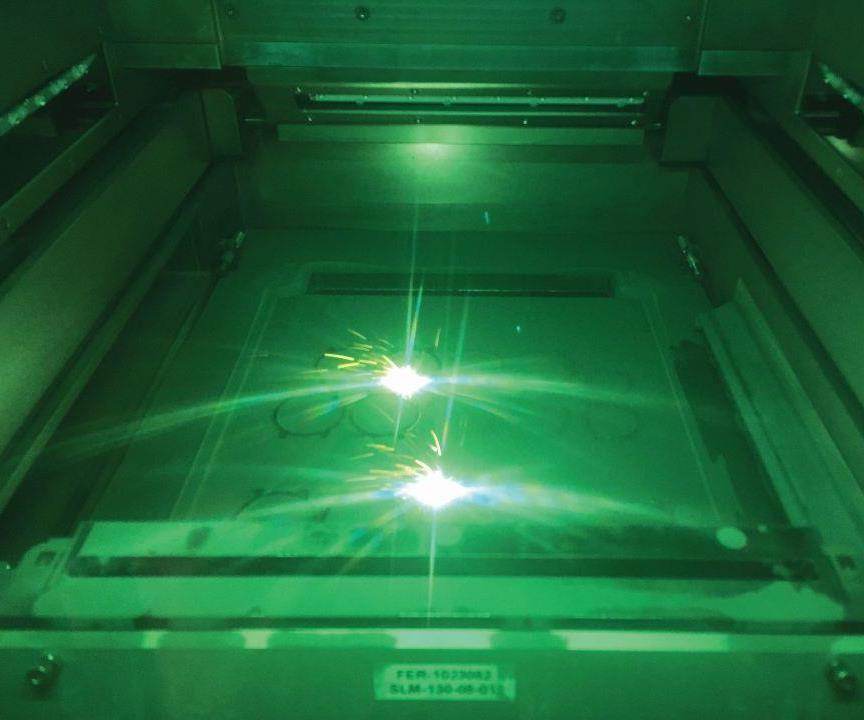
Here is additive manufacturing in action. Selective laser melting fuses one layer after another to 3D print these parts.

This photo shows the parts, which are titanium watch casings, just after 3D printing is done.

What used to be a solid plate with drilled holes for cooling was replaced by a 3D-printed network of cooling channels that eliminated unnecessary mass and material of the plate. However, the reduction in weight came with an increase in complexity.

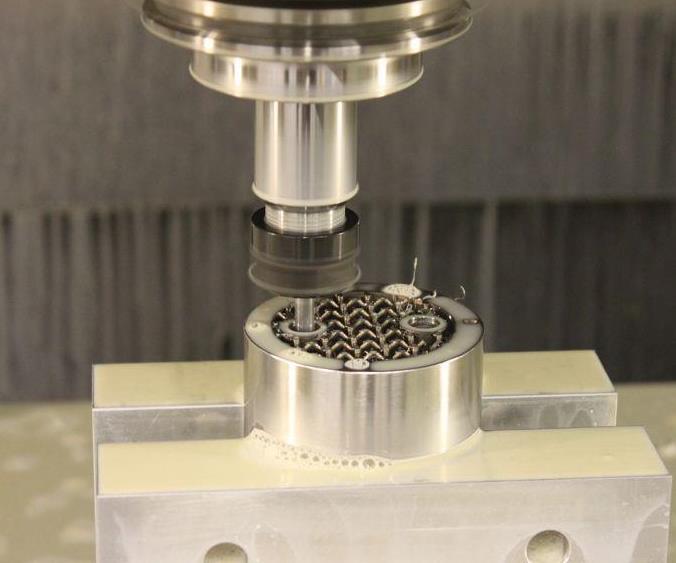
The part itself is proprietary and therefore not shown, but here is the fixture Imperial’s team developed to hold it during machining. Chris Joest has integrated additive into a process in his shop in which the needs of machining are taken into account during the planning stages for any 3D-printed job.
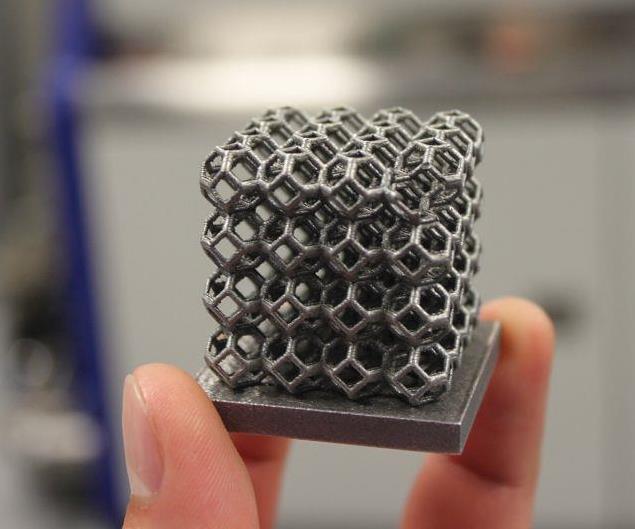
Redesigning a part for AM often means eliminating unnecessary solid sections of the part or replacing solid sections with lattice forms using less material, as this part illustrates.
This component was originally solid except for the passages through it. Incorporating lattices cut the part’s mass nearly in half.

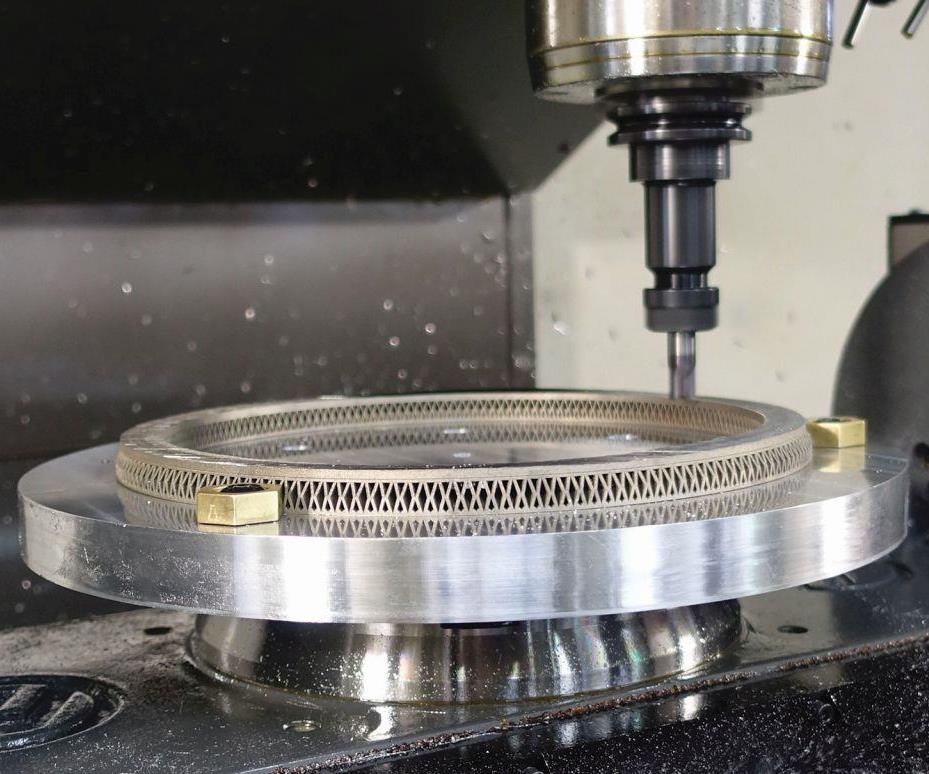
Part of a collaboration between academia and industry, this component (the same one from the last photo) was engineered and additively produced by Penn State’s CIMP-3D facility before being sent to Imperial for precision turning, milling and threading.

For interchangeability of work from machine to machine, every vertical machining center in the shop has this same pattern of clamping holes on the table. When parts made additively are grown with extra features for clamping during machining, those features typically match this hole pattern.

Does additive manufacturing belong in a machining business? The owners of Imperial argue that this is the ideal place for the capability.
Machine shops already understand the quality needs of manufacturing, and almost every critical metal part made additively includes features in need of machining. On this 3D-printed part, for example, a critical feature is the flatness of the upper surface.
Share









Chris Joest, president and third-generation owner of Imperial Machine & Tool in Columbia, New Jersey, says, “Go to any industrial concern in this state, and probably you will find at least 5 percent of their manufactured parts could be produced more effectively through additive manufacturing.” However, his shop is not interested in that 5 percent. At least not yet.
Four years ago, this machine shop of around 40 employees expanded its capabilities to include metal additive manufacturing—that is, making production metal parts through 3D printing, specifically selective laser melting (SLM) of metal powder. Today, it has two metal additive manufacturing machines from SLM Solutions. This capability is still so unusual in Imperial’s area (and among the suppliers seeking business from Imperial’s customers) that the shop has enjoyed a head start in finding and taking on those applications that can benefit considerably from re-engineering a part to take advantage of the design freedom that additive manufacturing allows.
Featured Content

“We look for the applications that let us say to customers, ‘We can rock your world!’” Mr. Joest says. As a result, rather than courting the customers that have 5 percent of their parts as candidates for additive, Imperial has been able to succeed by serving customers for which more like 80 percent of their parts might benefit from being remade this way.
Soon after Imperial installed its first SLM machine, I wrote about the company for our sister publication, Additive Manufacturing. The title of that article was “Learning Curve,” a phrase describing the state of the shop’s embrace of additive then. In the time since, the shop purchased its second additive machine and it has largely ascended at least the steepest part of that curve. Additive work now represents 5 percent of the company’s sales, meaning the activity commands a large-enough share of revenue to be noticed and accepted, even though machining is still far and away the core of its business. Thus, Imperial today illustrates what it looks like for additive manufacturing to be accepted. The shop offers a preview of something other manufacturers likely will also come to see in their own shops—namely, additive manufacturing and CNC machining coming together as two routine parts of production. At Imperial, the biggest part of that coming together consists of the additive staff and machining staff working together to arrive at a processing strategy for every 3D-printed job that makes the best use of both these capabilities.
Additive in a Subtractive Shop
Imperial today is actually a fourth-generation family business, because Chris Joest’s son Christian is also part of the company leadership. In their embrace of additive, the two are following in a tradition. In the 1950s, Chris’s grandfather and Imperial’s founder attained a competitive advantage for the company by investing in precision jig boring. After him, Chris’s father was an early adopter of numerical control. Now, developing additive capability is a logical step along that trajectory, and Chris Joest says his grandfather would have been thrilled to see the kinds of components that AM is able to create.
However, does it make sense for a machine shop—a “subtractive” manufacturer—to have additive capability? Mr. Joest says absolutely yes. Indeed, it makes far more sense than the alternative of different companies specializing in additive or subtractive capability separately. Machining and additive go together, he says, because every critical part made additively is likely also a precision part, with tolerances that only machining can achieve. In addition, a machine shop like Imperial that has been serving certain customers and certain sectors for many years already has knowledge and credibility within these contexts that translate directly to succeeding with additive. A company that has 3D printing capability without this background is not necessarily equipped and ready to apply 3D printing to industrial production.
In fact, Imperial’s experience so far illustrates why additive makes sense not just for a machine shop, but also for a smaller company. Imperial is just large enough to be able to afford to invest in additive, but it is also just small enough to be nimble in seeking and courting those “rock-your-world” customers Mr. Joest cites. What’s more, Imperial is closely held enough to remain committed and patient while waiting for successes in AM to materialize, which rarely happens quickly. One of the reasons profiting from additive manufacturing today is so uncertain is because parts in production today have been designed for other manufacturing processes. The demand for additive will come, and that demand will grow, only as fast as one engineer after another comes to see the geometric freedom that additive permits, and comes to create new parts that make good use of that freedom.
Pardon My Vagueness
What are those new parts like? That is, what are some of the best cases of parts designed for additive, parts that leverage the rock-your-world freedom?
I can’t show you. Really, I can’t even describe them to a satisfactory level of detail, because I promised that I wouldn’t. Parts I have seen recently at Imperial represent advances valuable enough to their designers that details about the parts are confidential. However, even vague descriptions can help convey the nature of the work the shop is now doing and the benefits it is bringing to customers. Examples of critical components Imperial has made through SLM include:
- High-temperature hardware. A piece of hardware used in making another product will enable the manufacturing process for that product to achieve a much higher temperature than what is possible today. Thanks to 3D printing, an intricate array of conformal cooling channels grown into the form of this piece of hardware will enable the temperature jump. Previously, this item’s cooling came from a collection of exterior tubes assembled through welding. Bringing cooling inside the intricate features of the component through the use of snaking interior channels (channels that could never be drilled) will enable greater application of heat in the process, and ultimately an entirely different class of end product. In addition, now that this hardware component is made in one piece without assembly such as tube welding, the lead time for making the part dramatically improves. Refining the part’s design is also easier, since the engineer involved in the project can just tweak the form slightly and see the change appear in the very next version of the part that is 3D printed. When this part goes all the way into production, says Mr. Joest, he expects that serving the need could fill the capacity of four metal additive machines.
- Cooling array. Another component redesigned for additive manufacturing realizes not only improved thermal performance from conformal cooling, but also weight reduction. Within a sophisticated military device, temperature control of a sensitive system formerly was achieved thanks to a support plate with holes drilled through it for cooling fluid. Now, similar to the case above, channels created additively follow intricate, curving paths to deliver cooling to exactly the spots where it is most needed, while much of the plate itself goes away. The 3D-printed array of channels stands alone as a single lightweight, complex part, without any need for the extra mass of what used to be the plate filling out the rest of the component’s volume. Imperial actually won this job after the engineer involved with it learned what additive could do as a result of a colleague sitting at a desk near him working with Imperial on a different component. Mr. Joest says this kind of internal word-of-mouth remains the company’s best means of advancing its AM capability, as one success frequently leads to the opportunity for another success with the same organization.
- Converging features. One final component reinvented for additive involves dozens of nozzles each extending from the part at a different angle, all of them aiming toward a common focal point. Mr. Joest and the Imperial staff have been given particularly little insight into the end use of this part; they were simply asked to participate in improving it through additive. A previous version of the part was an assembly in which holes were drilled at the various angles and the nozzles were screwed in. The 3D-printed version eliminates the assembly, but it does not eliminate the multi-angle machining. In fact, the machining actually becomes more challenging in the additive version, because the external features of the 3D-printed nozzle forms all had to be machined at different angles to attain their final tolerances. Part of succeeding with additive in this case was confronting and overcoming this five-axis machining challenge. Experienced machinists were part of the conversation about this project from the beginning, and their input directly affected the redesign. The minimum clearance they could manage for five-axis machining around the nozzles dictated how close the nozzles could be to one another within the 3D-printed form.
Mr. Joest says this kind of joint participation between additive and machining staff was not an unusual feature of this job, but instead is much closer to what is typical for sophisticated parts made through AM. On the nozzle part, the amount of conversation was unusual (working out this design and process took days), but the conversation itself was not. AM has to be coordinated with other operations for most of the parts it is used to make, which means the needs of other operations have to be considered before the design is final and before 3D printing begins. Recognizing this, Imperial has now integrated additive into a shop-wide process in which additive is no longer something special but instead has a seat at the table that is equal to all of the other contributors to a given job’s success.
Fitting In
Now, additive manufacturing is a “work center” at Imperial. This is the company’s term, which might be understood as “department” or “stakeholder.” Vertical milling, horizontal milling, turning, sheet metal, assembly and quality assurance are all work centers here. Before additive ever appeared, team members representing each work center relevant to any particular job would all come together to discuss how that job would be carried out. One work center frequently had to provide for the needs of another. Specifically, the needs of either assembly or QA might affect the way a part is machined. Now, additive engages in the same conversation in much the same way. Often, it needs to defer to some consideration that another work center in the process requires.
Meanwhile, though, additive also brings freedoms to this conversation that might remove considerations from other steps. In additive manufacturing, for example, holes no longer need to be round. They can be grown to any cross-sectional profile that makes sense for the part. This small change may seem simple, but the expectation that any passage through the part has to be a round, straight hole machined via drilling can be difficult for experienced personnel to abandon. One of the first contributions the staff familiar with additive might therefore make is a re-evaluation of which machined features of the part even need to be machined at all, along with which features truly need to conform to solid or simple geometric forms. In some cases, for example, a solid portion of the part might be reduced to a lightweight lattice or left off the part altogether.
But the concession that additive manufacturing generally has to make is this: It has to leave some material on the part for the sake of overall producibility. An ideal part design perhaps can afford to abandon all of the metal that isn’t purely necessary to the function of the part, but a part that is producible cannot do this. Machining might need to keep some stock in place in order to have a sufficient envelope to cut away to attain a tolerance. Machining might also need stock left over in the form of sacrificial tabs just for the mundane sake of clamping the part on the machining center’s table.
In fact, the most significant mark of additive manufacturing’s advance into mainstream production at Imperial is probably this detail: the extent to which AM parts obey the same day-to-day clamping and workholding considerations as parts made on other processes. For setup efficiency, and for interchangeability among its machines, Imperial has all of its vertical machining centers equipped with an identical pattern of bolt holes on the table. Setups and fixturing for machining jobs are always designed to fit this hole pattern. This is routine practice for the shop, and it has been for a long time. And now, it is a routine aspect of 3D printing as well. When SLM parts are grown with additional tabs for the sake of holding, the pattern of those 3D-printed tabs is chosen to match this same bolt-hole pattern that is used by any other job moving through the machine shop.








Related Content

6 Trends in Additive Manufacturing Technology
IMTS 2024 features a larger Additive Manufacturing Pavilion than ever before, with veteran suppliers alongside startups and newcomers at the front of the West Building. As you browse these exhibitors, as well as booths found elsewhere at the show, keep an eye out for these trends in AM.
Read More
Why This Moldmaker Thinks Every Shop Needs a 3D Printer
See how this mold shop uses polymer, carbon fiber and metal 3D printers to boost precision and productivity.
Read More
Digital Transparency in Machining Key to Multi-Site Additive Manufacturing
Cumberland Additive’s CNC programmer in Pennsylvania spends most of his time writing programs for machine tools in Texas.
Read More
Tracing Domestic Manufacturing’s History at the American Precision Museum
The American Precision Museum connects new generations to the story of domestic precision manufacturing. Find out how it’s bringing new chapters of that story to life.
Read More