
Bar Puller Basics
Bar pullers are cost-effective alternatives to enable automated turning on CNC lathes. This article explains how they work and how shops can benefit from using them.

Share









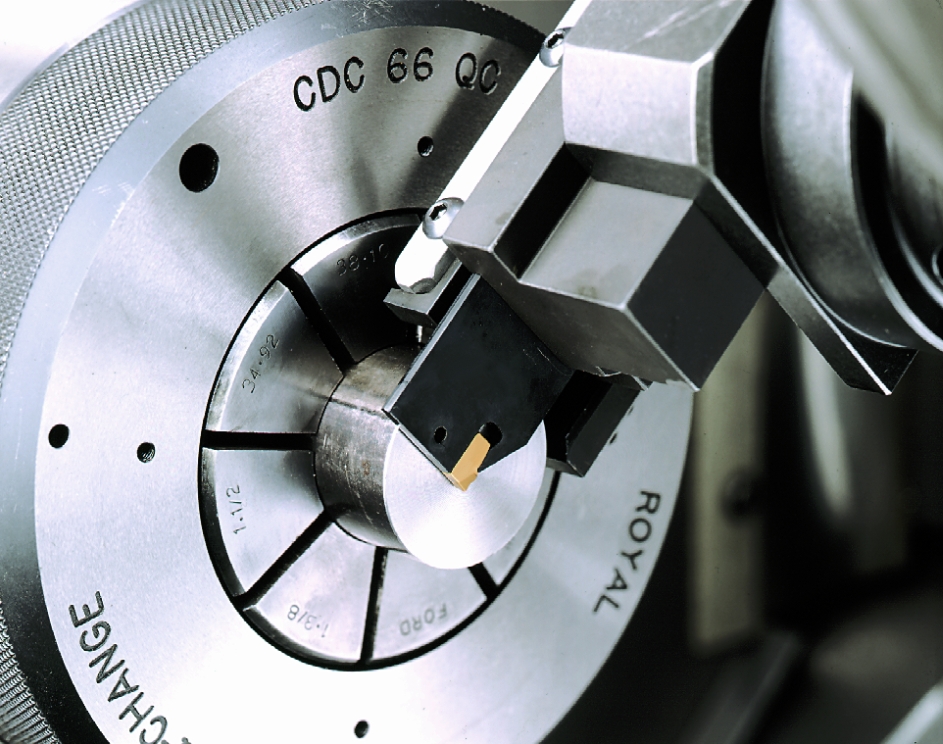
This combination bar pulling unit incorporates a cutoff tool so it occupies only one lathe turret station and eliminates an index from tool to puller.
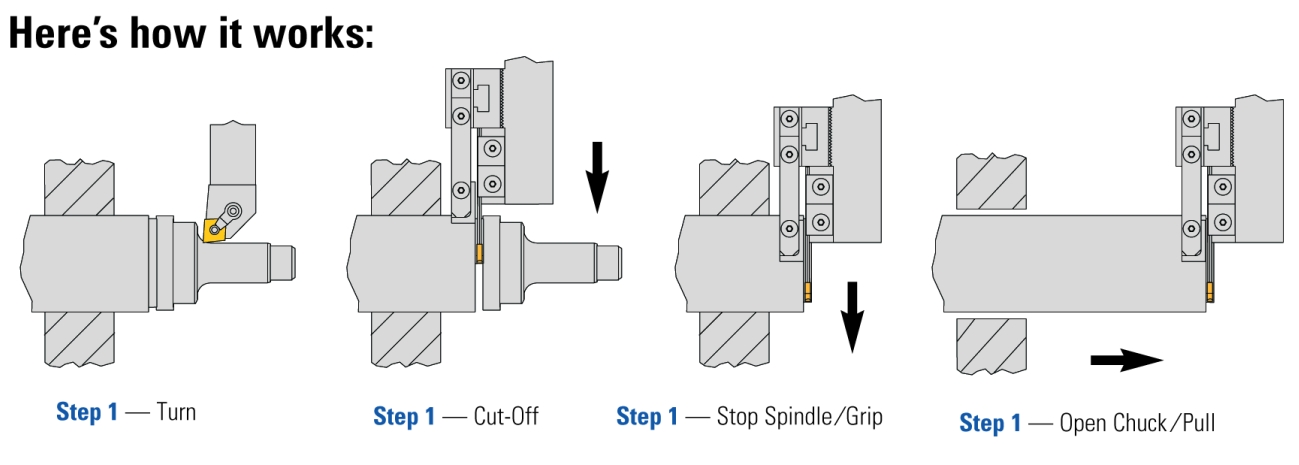
Here is the process for using a bar puller with cutoff tool.
There are multiple ways to automate a CNC lathe. If your goal is to gain lengthy stretches of unattended operation, then a bar feeder is hard to beat. Conversely, a bar puller is a cost-effective alternative for automated turning of small or medium batch sizes. That’s because a puller can free up sufficient time between bar changes to enable a single operator to tend multiple machines, measure critical part features or perform value-adding secondary operations. The resulting labor cost savings can quickly pay for the puller, according to Tom Sheridan, director of marketing for Royal Products (Hauppauge, New York).
Rather than pushing a bar through a lathe’s spindle and into the workzone as a bar feeder does, a bar puller, installed in a turret station, pulls the bar out of the spindle. The lathe’s turret positions the puller to grip the bar and then retracts along the Z-axis, bringing a portion of the bar into the workzone. Once turning and part cutoff are completed on that section, the process repeats until the bar is consumed. Mr. Sheridan notes that pullers don’t take up any floor space or require an electrical interface with a lathe’s control. They also can be easily removed and used on other lathes.



So how do they “grip?” Standard bar pullers use two spring-steel fingers to provide the gripping force. During setup, the serrated jaws on the fingers are gapped a bit smaller than bar diameter (typically 1/8 inch smaller). When the jaws contact the bar, the spring-steel fingers deflect and expand over the bar. This provides the gripping force for the jaws. Similarly, heavy-duty models use internal die springs that compress to provide the gripping force. These pullers typically work with bars that are 3 inches in diameter and smaller (models with 6 1/2-inch capacity are available). They are able to grip round, square and hex barstock, and their shanks can be either round or square to work with various lathe styles.
Because a cutoff tool is required after machining a portion of a chucked bar, Royal has developed a combination unit that has a cutoff tool incorporated into the bar puller. After turning is completed, the unit’s cutoff tool slices the workpiece from the bar. The unit’s puller then immediately grips the bar and pulls it into position for the next turning operation. Combining elements in this way uses only one turret station. It also eliminates the need to index a separate puller into position, which decreases cycle time.
Other bar puller versions, such as Royal’s Grippex model, use the lathe’s coolant system to provide the gripping force. Pressurized coolant actuates a piston within the puller, causing three gripper fingers with hardened inserts to clamp down on a bar. Mr. Sheridan says that 15 psi of coolant pressure is enough for these pullers to position a 210-lb bar for turning. Coolant-actuated pullers can work with a range of bar diameters—typically from 1/8 inch to 3 1/8 inches—without setting a jaw gap. The fingers will continue to close until they contact and grip the barstock. This flexibility allows the pullers to deliver completed workpieces to a parts catcher. In addition, the puller can deliver bar remnants to the catcher, eliminating possible chip conveyor damage that could be caused by a jammed remnant. These pullers can also be actuated using compressed air.
Mr. Sheridan recommends that bar pullers be used only with spindle-length bars that are fully contained within the spindle. A close-fitting guide tube or bushing should be used to support the bar within the spindle. Royal provides a nylon support bushing that fits over the bar with each puller. A bar that is unsupported by a guide tube or bushing may vibrate as it is rotated, leading to out-of-tolerance parts, poor surface finish and machine wear.
Collet chucks are the preferred workholding method when using a bar puller, Mr. Sheridan says. Because the collet expands just a minimal amount when unclamped, it keeps the bar on-center to allow the puller to make accurate contact with the bar. A wide-opening three jaw chuck may allow the bar to fall below center-line, making it impossible for the puller to grip the bar. Collet chucks also have high rpm ratings and better tool clearance, which makes them good choices for small-diameter bars typically used with bar pullers.








Related Content

Eight Articles to Understand Live Tooling
A roundup of the most read articles about live tooling on Modern Machine Shop.
Read More
Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
10 Robotic Solutions You Can Find at IMTS 2026
Discover how today’s robots and cobots are making it easier than ever to automate tasks, free up skilled workers, and run machines unattended – even in small and midsized shops.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More