
Boring Head Enables Sculpture Hardware to Be Machined on a Lathe
When small job shop Ansonia Manufacturing took on a tricky hardware component job for a “live” glass art sculpture, it realized a boring head would be needed to machine the part complete on its live-tool lathe.

The Big Kaiser EWN2 32E x ES32 boring head on the Storck’s Okuma LB 3000 MWY “live” turning center with subspindle was exactly what they required for this job.
Images courtesy of Ansonia Manufacturing

Besides turning and boring the cross-hole for the “lollipop” part, Ansonia drilled and tapped a 1032 cross-hole to lock in the component that goes through the hole. A copy tool with a 25-degree diamond insert cut from the 7/16 diameter half around the part in a 270-degree arc to finish the 7/8 diameter “lollipop” head.
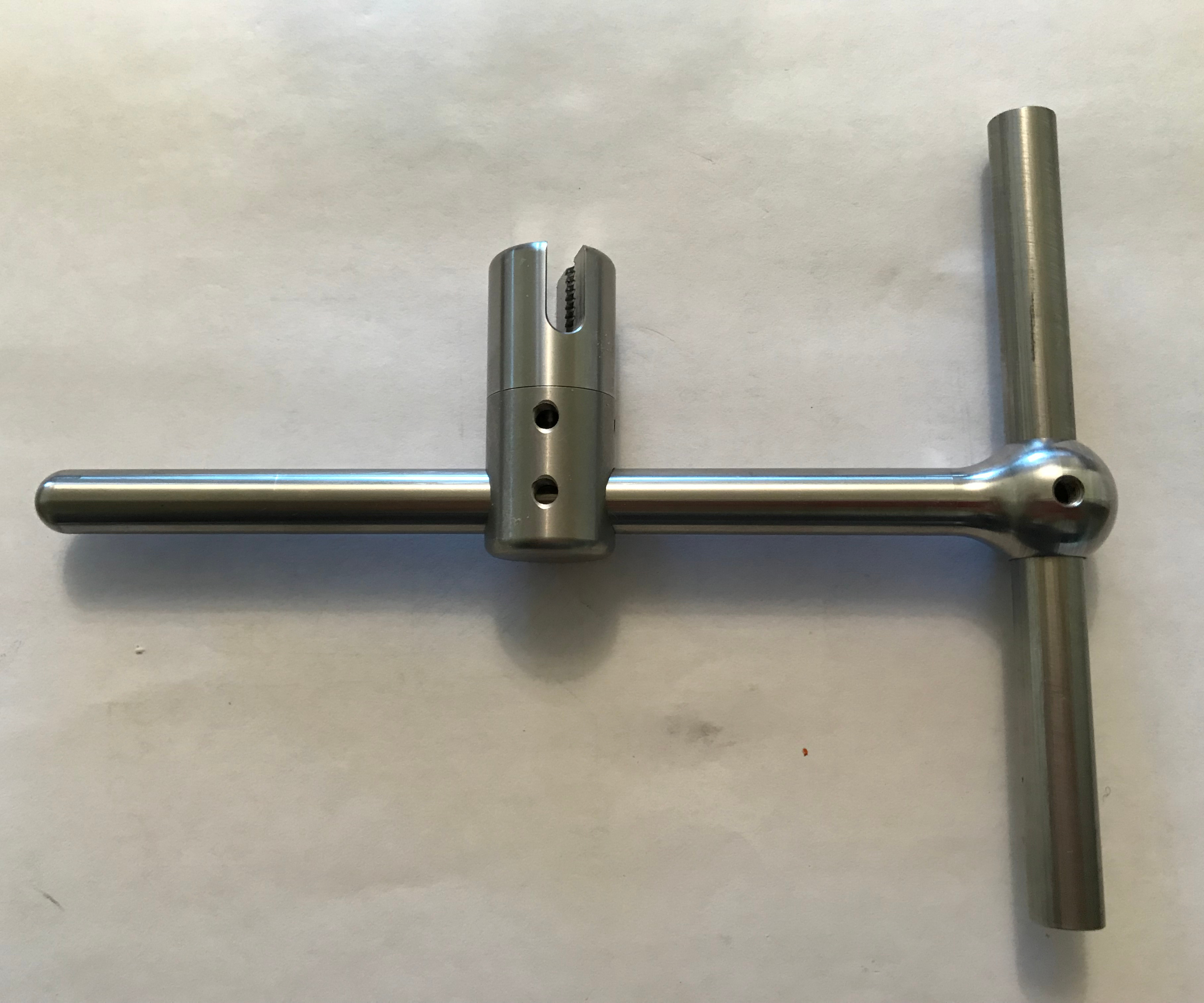
Called a lollipop, this 7-inch-long, 304-stainless-steel component featured a 7/16-inch shaft and a 7/8-inch ball with a through-hole. Because it started from 8-inch-long blanks, the job required creativity in terms of how it was fed through the chuck for turning.

The resulting sculpture assembly, using the hardware Ansonia provided, enables the sculpture to rotate on axes to get the look and flow of light. According to Mr. Storck, the parts are very visible in the sculpture.
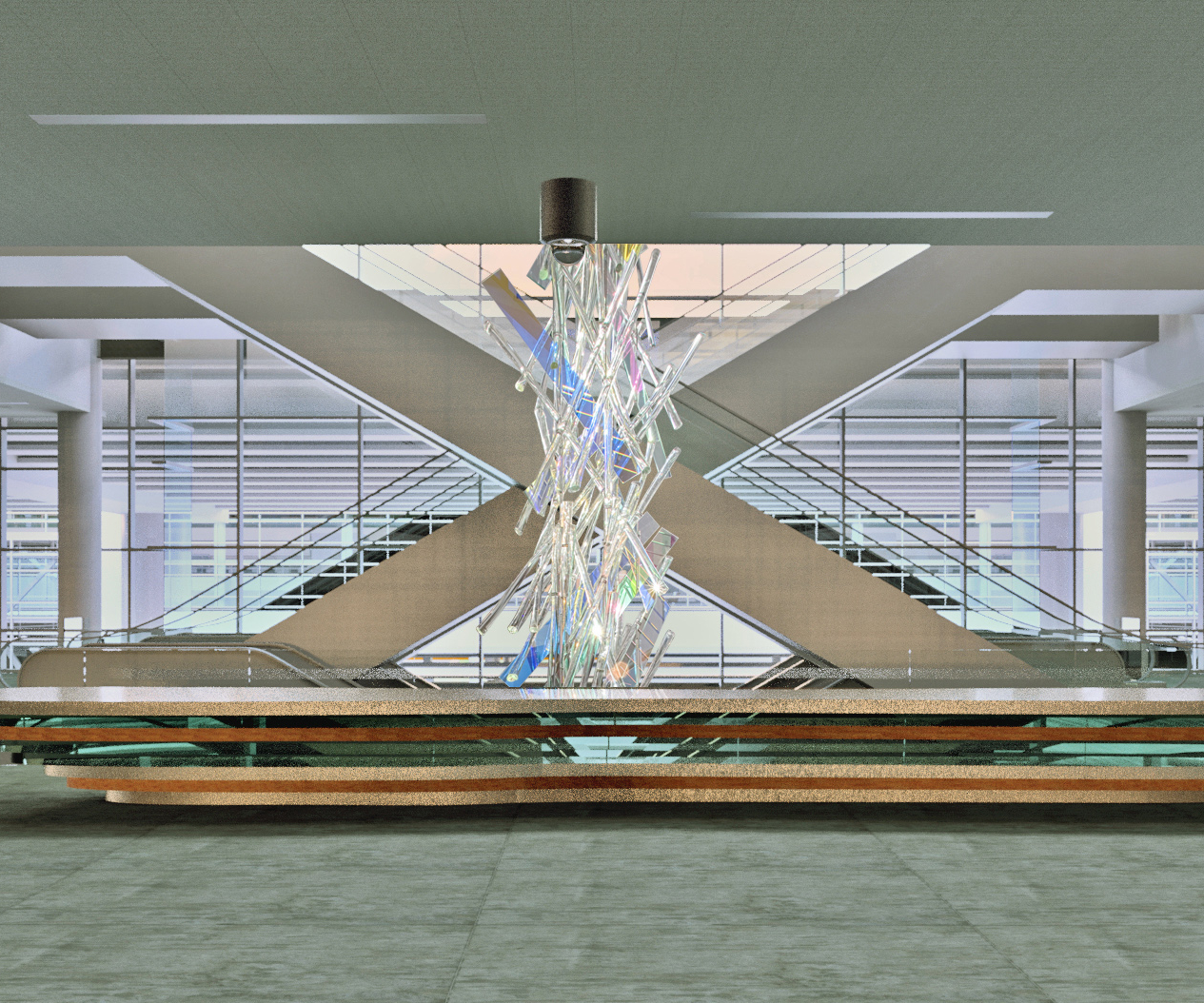
“There’s a framework on the ceiling and a framework on the ground connected by taut wire cables. The whole assembly we made allows the artist to rotate the glass on any axis to get the right light reflection, look and spacing. All of the glass hangs on the myriad of hardware and cables strung between the ceiling and the floor,” Mr. Storck says.



It should come as no surprise that the grape-filled valleys in California are rich with art, artists and studios. Despite the culture surrounding the multitude of wineries, the only machine shop in the town of Sonoma, California, Ansonia Manufacturing, remained untouched by the art industry. Until recently.
The four-person shop, owned by husband-and-wife Andrew and Jamie Storck, has milling, turning, broaching and thread-rolling capabilities and serves a variety of industries, including aerospace, medical, military, robotics, food and wine. A few years ago, Ms. Storck’s parents, who are glass sculpture collectors and enthusiasts, became aware that renowned artist Gordon Huether required complex stainless-steel hardware to create a four-story, “live” glass sculpture for a new terminal at the Salt Lake City International Airport in Utah. Based on a recommendation from Ms. Storck’s parents, Mr. Huether requested a visit with the job shop.



When the Storcks met with the artist, they found out that this was one of the first times that a live sculpture of his involved visible, machined hardware. They say that Mr. Huether’s early designs called for the hardware components to be made by welding separate parts together. “Why pay someone to weld parts together?” Ms. Storck asked him. “We can machine each component in one piece and make them look more appealing by adding curves and improving surface finishes.” In fact, this job would make use of an Okuma LB 3000 MWY turning center with subspindle, purchased for a project that was cancelled by the customer. Originally concerned that the precision machine would sit unused, the shop now had the chance to use it on the sculpture hardware.
However, one of the seven parts required for the sculpture hardware job proved particularly challenging. Called a “lollipop,” this 7-inch-long, 304-stainless-steel component featured a 7/16-inch-diameter shaft and a 7/8-inch sphere on one end with a through-hole and a smaller tapped cross-hole to lock in the swivel component that installs in the through-hole.
The shop was faced with two options. This part could be turned on a lathe then taken to a mill to machine the through- and cross-holes. Or, it could be machined complete on the LB 3000 if they added a boring head to the machine and created macros to turn the part in a “triple pull” method for increased rigidity when turning the relatively long and skinny parts. They chose the latter.
Pull It Together
The lollipop part was machined from an 8-inch-long blank. Because the Okuma couldn’t feed 8-inch bars through at once, the shop applied the triple pull method to eliminate issues and maintain bar rigidity. A blank was pushed through the LB 3000’s main spindle and chuck by a bar feeder, and the machine’s subspindle served as both a live center for support and a bar puller. Turning on the main spindle was performed in three different stages to provide rigidity during the operation. After a few inches was turned, the subspindle clamped the part, the main spindle chuck opened, and the subspindle pulled the part further into the workzone for additional turning. This occurred three times until turning of the shank and half of the sphere was completed. Because the machine’s CNC would typically think that three parts were completed because the chuck opened three times, a macro was created to equate three chuck openings to one completed part.
After that, the subspindle clamped onto the workpiece and the workpiece was parted off from the rest of the blank. The other half of the sphere was then turned and backworking for the through- and cross-holes ensued. The bar feeder pushed another blank partially into the workzone to enable turning of the next part, which also ejected the remnant from the previous bar.
The Storcks knew that a boring head would be needed to machine the sphere’s through-hole. They had used boring heads on their mills, but not on a live-tool lathe. Some boring heads for lathes attach to the live-tool station using an ER collet. The issue with this, they say, is that this causes the boring head to extend far from the face of the turret station, which reduces rigidity and can cause chatter. After some research and planning, the Storcks decided to see what the 2016 edition of the International Manufacturing Technology Show (IMTS) had to offer. At IMTS, they discovered that the EWN2-32E from Big Kaiser attached directly to the female threads on LB 3000’s live-tooling station without the need for a collet or collet nut. As a result, the boring head’s insert was closer to the face of the turret station for better rigidity. They had found the answer to their problem.
To set up the boring head diameter for this job, the head was installed in one of the shop’s milling machines. A touch-trigger probe was used to measure the head diameter to get it in the ballpark. Then, they attached the head to one of the LB 3000’s live-tooling stations and performed test cuts to dial-in the diameter.
“After we installed the boring head and started running parts, we never had to adjust the head’s diameter or change the insert for the entire 1,200-part run,” Ms. Storck says. “That certainly speaks to the quality of this boring head.”
Since that project, Ansonia Manufacturing has had multiple applications for both the boring head and the LB 3000. The boring head offers a diameter range of 2 to 32 mm, which is helpful because Ansonia is a job shop, and this offers versatility to perform boring operations on a variety of jobs. In fact, Mr. Huether has become a repeat customer for Ansonia Manufacturing, and what started out as a live-sculpture hardware redesign on a napkin became a new industry of enterprises for the shop to aid and explore.












Related Content

How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Five-Axis Changes Weldments Into Monolithic One-Piece Parts
Moving from welding to five-axis machining enabled Barbco to redesign its weldments as monolithic one-piece parts with improved strength and repeatability.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More