
Continuous Improvement Efforts Lead to New Tooling
G&G Machine’s continuous improvement journey led it to adopt a lean philosophy as well as add new MultiTap tools from Emuge to reduce tooling inventory.
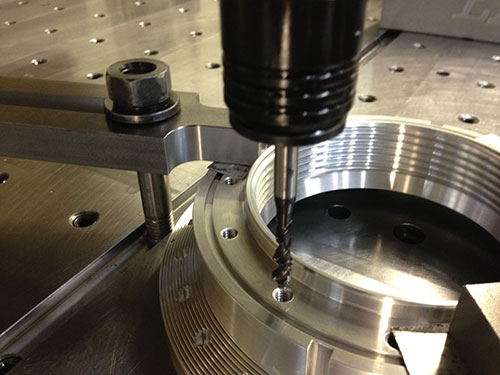
Emuge’s MultiTap is a helpful tool for G&G because it can be used for short- and medium-run threading applications in a variety of materials. Here, the MultiTap threads a hole in an aluminum seal.

As part of G&G’s continuous improvement efforts, the company incorporated 5S workplace organization techniques. It also conducted value stream maps on two product families, which resulted in about a 50 percent reduction in lead time and a similar reduction in work in process (WIP) inventory.

In this application, G&G uses the MultiTap to thread a hole in 316 stainless steel. After testing the taps, the company noticed less down time, no rework and no broken taps.



In 2007, G&G Machine ran out of space in its 40-plus-employee shop in Kaukauna, Wisconsin. Turning to the Wisconsin Manufacturer’s Extension Partnership (WMEP) for consultation, the company learned that a new plant layout along with a lean manufacturing philosophy and 5S workplace organization would be key to making more space. The company also realized that it needed to take a critical look at its overall machining strategy, specifically its tooling, to enable continuous improvement in its production efforts.
“After all the analysis, we discovered 150 tons of material we didn’t need,” explains Mark Stumpf, president. “We also found room to add a weld shop and install larger, more efficient machines in space we didn’t know we had,” he says. Once G&G made it past the initial 5S push, the company implemented other lean tools, such as value stream maps, to reduce lead time and improve overall equipment effectiveness measures to keep spindles turning. “We wanted to see just how much we could wring out of our current shop before building a new one,” he says.



It took two years to implement the lean strategy, during which time the company was able to grow. This finally led to the construction of a new 30,000-square-foot manufacturing facility that houses three multi-axis lathes, five two-axis lathes, three HMCs, four VMCs, one Zeiss G2 CMM and a clean room. During the lean implementation, the company also adopted a new vendor-managed inventory auto crib system. The tooling dispenser unit eliminates the need for multiple people to manage tooling, explains John Fiers, tooling supervisor. It also saves time and money on stocking and restocking tools, he says.
G&G serves many different market segments with various material requests. Typical applications for metals range from common carbon steel, aluminum, brass and bronze, to such exotics as titanium, Hastelloy, Waspaloy, Zeron 100, Monel and super alloys. When machining expensive materials such as these, breaking a tap, or any tool for that matter, is not an option. The company routinely manufactures high-accuracy parts—to tenths and below. It also manufactures pumps, valves and rotating parts for the oil and gas industry and impellers for the energy industry. Other markets served include food processing, power transmission, petrochemical and railroad.
Tapping into Lean Production
To reduce waste and work smarter, the company began evaluating its tooling. During this process, G&G determined that it needed to find a tap or thread mill that would not break in a variety of applications—from the basics to exotic alloys. The company also sought to decrease its tooling inventory and suppliers, as well as change-over time.
G&G had been using a variety of different taps for a wide range of applications. Machinists found it difficult to know which tap was best for a given application. Because of these issues, taps failed often, leading to machine downtime, scrapped parts, rework and considerable amounts of frustration—all of which cost time and money. By incorporating the MultiTap from Emuge (West Boylston, Massachusetts) into its manufacturing process, the company was able to reduce machine downtime and rework.
New Taps Save Time and Money
In search of a way to improve the tapping process, Chris Weaver, value stream manager, says the shop tried using Emuge tools. “We were impressed by the feeds and speeds recommended. However, we wanted to be sure there were no issues with tap breakage, which we had experienced on other tap brands,” he explains. The company tested different Emuge taps, including the MultiTap, over a couple of months with great results, he says. There was less downtime, no rework and no broken taps. “Being able to run the taps faster with less replacement has provided a significant savings,” he says. Mr. Weaver cites an example in which the company drilled a hole 1/16-inch undersize and threaded it with the MultiTap. “Much to our amazement, the tap held up fine without breakage,” he says.
The MultiTap is constructed of a proprietary grade of high speed steel (HHS-E) that is nitrided with an Ne2 surface treatment. Emuge’s taps are made with long shanks—specifically, DIN length for extra reach. UNC and UNF taps are DIN length with ANSI shanks, while metric taps are DIN length with DIN shanks. A full range of tap sizes for UNC and UNF threads is available with inch sizes ranging from 4-40 to ¾-16 and metric sizes ranging from M 4×0.7 to M 16×2.0. The high-performance, general-purpose taps are designed to produce threads within both 2B and 3B classes of fit. According to Emuge, the MultiTap is well-suited for short- and medium-run threading applications in a wide variety of materials, including carbon steel, steel alloys, stainless steel, aluminum, cast iron, copper, brass and bronze.
The tap’s ability to handle most common materials and applications with increased thread quality helps lower production costs, Emuge says. For instance, when G&G required certain taps for specific applications, it spent a lot of time and money managing tool inventory. Once it began using the MultiTap, it was able to reduce the number of taps stocked in the tool crib because each MultiTap does the work of several other taps. According to Mr. Stumpf, the company has seen a 20-percent cost reduction in taps due to the MultiTap’s versatility.
While G&G Machine uses Emuge tools mainly for tapping, the company also uses the supplier’s thread mills for blind holes so it does not have to go back and hand tap the hole to depth, Mr. Fiers says. “We selected Emuge taps for their performance, quality, cost savings and support,” he says. Emuge also trained G&G employees on product use. Today, 95 percent of the company’s taps and thread mills are from Emuge, ranging in size from 4-40 to 1.5 inch.
As G&G strives to perpetuate its core ideology and lean practices using Emuge tooling, the company is able to more efficiently produce high-quality products. “When employees produce high-quality work, pride, satisfaction and profitability surely follow,” Mr. Stumpf says.












Related Content

Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
