


This custom fixture that Powill Manufacturing and Engineering created for its five-axis machine provides clearance for the tool and spindle to access the parts.

This fixture features four posts with their tops angled at 45 degrees. This provides sufficient spacing and clearance around parts when they are installed in the dovetail clamps that top the posts.

Prior to installing this fuel-block blank into the four-post fixture on the five-axis machine, the dovetail feature and associated pin slot are machined on a VMC. The shop says this configuration eliminates part movement, even during heavy roughing operations. The pin slot also locates the blank into the proper position in the dovetail fixture for repeatability. These features are milled away after work on the five-axis machine is completed (shown here halfway machined away).
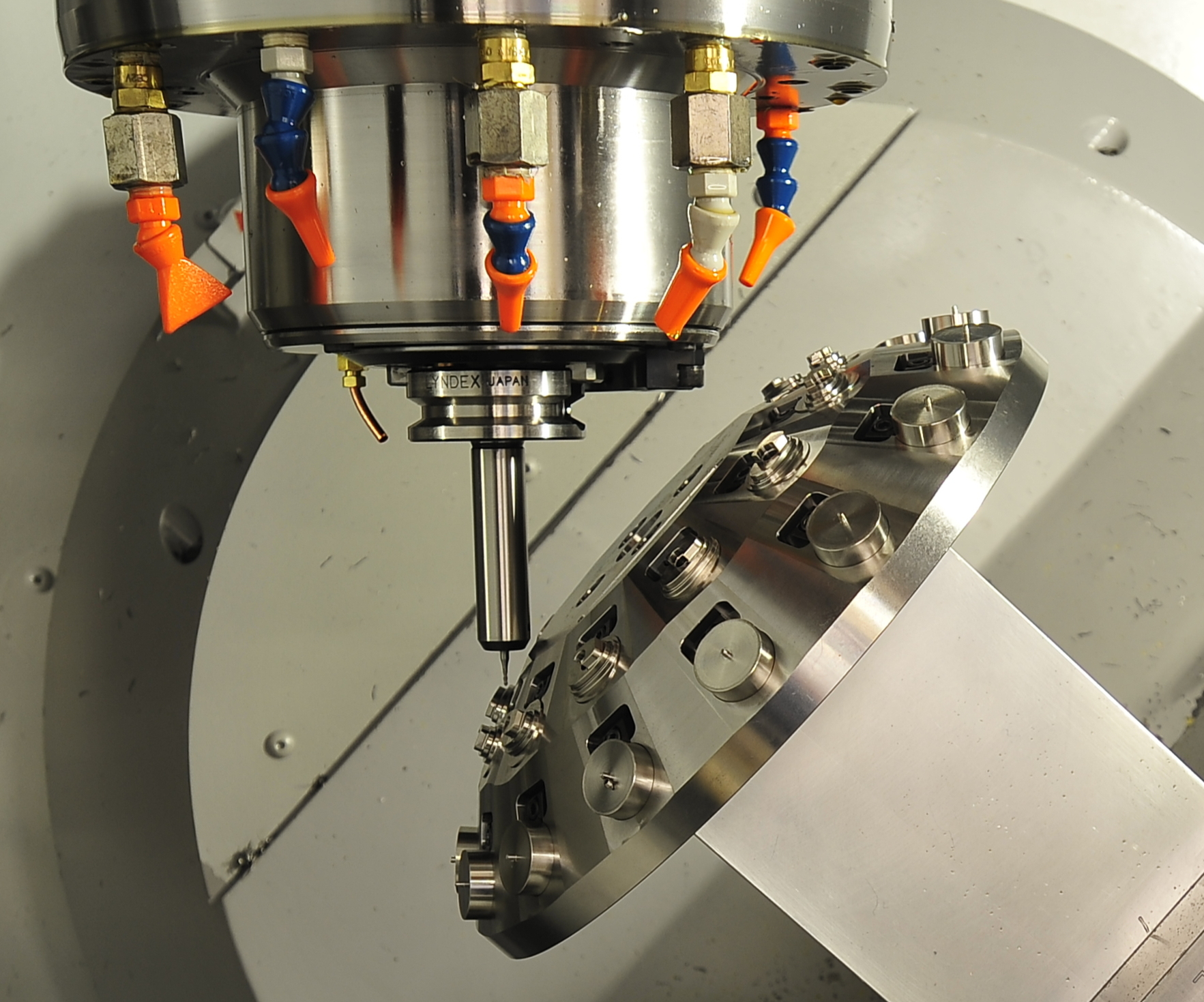
The dome-like shape of this fixture enabled the shop to secure 27 parts on it at once.

Total cycle time to complete machining of the contoured parts clamped in this fixture is six hours.
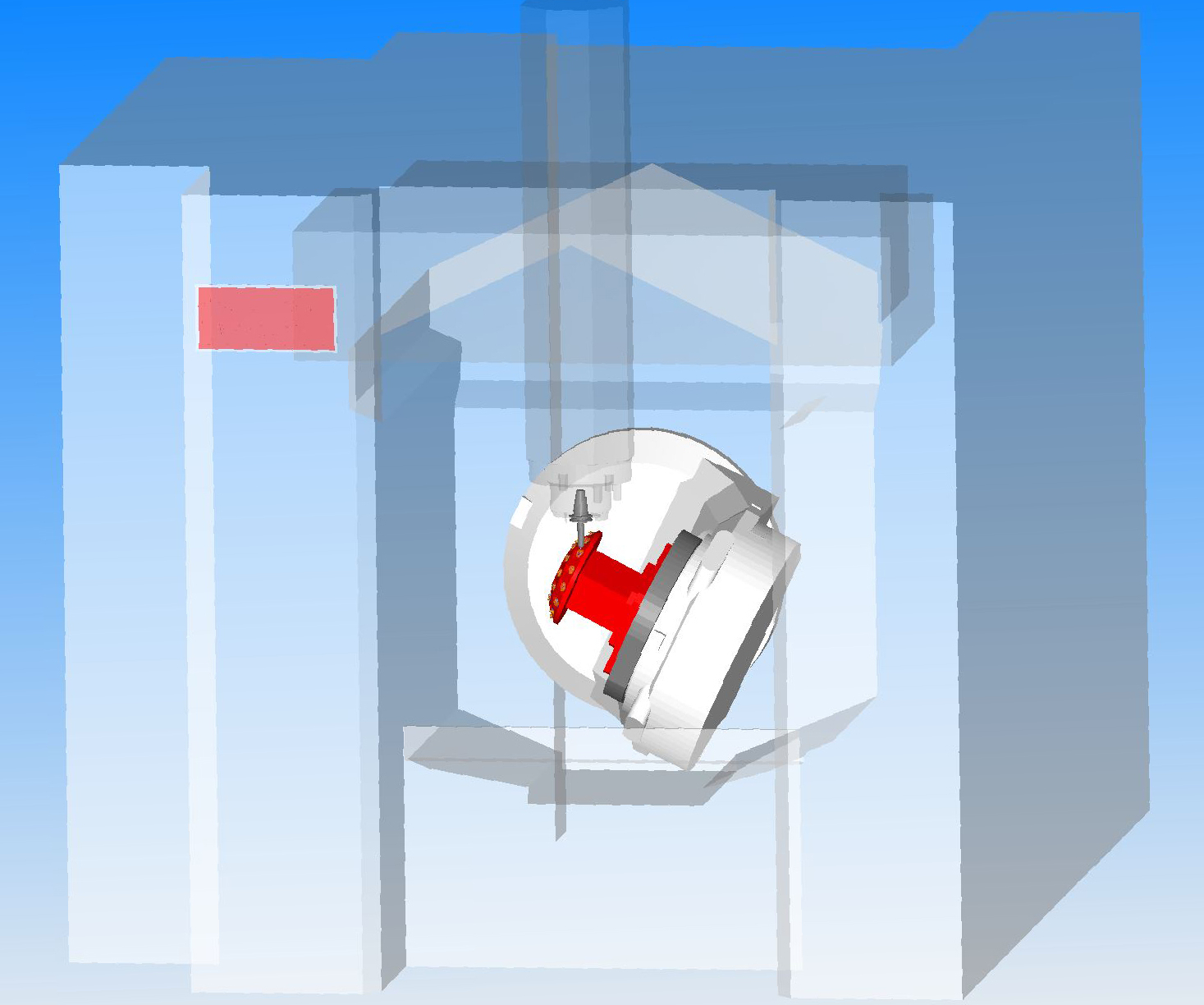
The CAD/CAM software that came with the shop’s five-axis machine was loaded with a CAD model of that specific machine. Programmers can then easily add CAD models of fixtures and parts to perform part program simulation to ensure there will be no crashes or interferences with parts oriented at odd angles.

Chris Davis (left) and Brian Law are the CAD/CAM programmers at Powill who have designed and made the shop’s custom fixtures for its five-axis machine. When designing fixtures to hold multiple parts, they must strike a balance between the number of parts a fixture can hold and overall fixture rigidity.
Share









Successful shops tend to be creative with their workholding strategies. For example, when Powill Manufacturing and Engineering purchased its first and only (for now) five-axis machine in 2011, it knew early on that it had to consider alternate fixturing techniques to best make use of the machine’s integral B- and C-axis rotary tables.
Initially, the Phoenix, Arizona, shop used risers to lift parts clamped in conventional vises and three-jaw chucks up and away from the surface of the machine’s nearly 20-inch-diameter C-axis table to provide the spindle and tool with better access to those parts when they were oriented at odd angles. It then began using commercially available workholding devices designed specifically for five-axis machines, which clamp on small dovetail profiles machined on the bottoms of workpiece blanks. These dovetail fixtures provide sufficient holding force for heavy cutting as well as ample clearance around the part. The shop still uses them today.



In some cases, however, even those devices are not the most effective workholding for the five-axis machine.
Powill has since come to realize the value that custom fixtures designed and manufactured in house offer for certain jobs, primarily those involving tight-feature, true-position tolerances and/or large batch sizes. For the latter, the shop tries to create fixtures that can hold multiple parts to maximize spindle uptime as well as unattended machining time. Other custom fixtures hold parts that are highly contoured or otherwise cannot be held effectively using conventional workholding devices. The shop’s leadership feels these applications justify the time and cost required to develop such one-off workholding devices.
To date, Powill has made seven custom fixtures for its five-axis machine, but this story will highlight two. The first is a “four-post” fixture that holds four parts at once. Common dovetail-clamping interfaces maximize the return on investment in this fixture by making it useful for different jobs or part families. The second, dubbed “Thunderdome,” holds 27 parts and is dedicated to one complex, high-volume job.
Foray into Five Axis
Powill has spent the past 60 years serving the commercial and military aerospace industries. The veteran-owned, third-generation shop, which is certified to both AS9100 and ISO 9001:2008 standards, employs more than 90 people in its 43,000-square-foot facility. It typically spends upwards of $1.5 million per year to replace old equipment or add capacity. CNC machines include vertical machining centers (VMCs); horizontal machining centers (HMCs); a 40-inch-table vertical turning lathe (VTL); multitasking lathes; and grinding, honing and gundrilling machines. A high percentage of its business is job-shop-type work, although it has some repeating contracts.
Kevin Wolfe is the company’s general manager. Mr. Wolfe says the primary reason the shop added its five-axis NMV5000 from DMG MORI eight years ago was to reduce setups by enabling the spindle to access five sides of a part in one clamping. This is commonly known as 3+2 machining. The shop was also drawn to full-five-axis contouring capability, although only 30 percent of the machine’s jobs require that technique.
He says another feature that attracted the shop was the rigidity of the NMV5000’s B- and C-axis table-in-table design. The machine provides B-axis rotation of +160 to -180 degrees and 360 degrees of C-axis rotation, and maximum table load capacity is 661 pounds. He says it also features a more open design than trunnion tables that support the C-axis table at two locations, noting that parts can be flipped upside down to access features close to their base. Chips fall harmlessly away rather than being recut, which can reduce tool life and mar surface finish. The ability to position parts at odd angles enables the use of shorter, more rigid tools that can take more aggressive cuts.
The machine came with a seat of Esprit CAD/CAM software from DP Technology. Although learning this new software took time , part-program simulation has proven valuable. The software was preloaded with a CAD model of the NMV5000 machine and all its primary moving components. To simulate machining operations for a job, CAD/CAM programmers simply add CAD models of the fixturing devices and workpiece to the machine model. Simulating the operation identifies possible interference points between spindle, cutters, fixtures or parts so those issues can be fixed prior to running the job on the machine.
Another helpful five-axis programming feature is Composite Milling five-axis, which provides multiple machining patterns and tool-axis orientations to control all axes simultaneously for complex parts. ProfitMilling tool paths are particularly useful for Z-axis roughing of cylindrical floors, he adds. This strategy is designed to improve tool life and cycle time by optimizing tool engagement angles and chip loads.
The four-post fixture shown in the slideshow above, designed by CAD/CAM programmer Chris Davis, was the first custom fixture the shop designed and built for its five-axis machine. It features an aluminum base with four steel posts, each with a dovetail interface that makes the fixture useful for a variety of different jobs. This versatility helped justify the time and cost of making the fixture in the first place.
However, the fixture’s first purpose was to help get started as quickly as possible on one particular job: a fuel block machined from a billet of 1215 steel with batch order quantities upwards of 300 parts.This large batch size was the primary reason why the shop considered a custom fixture that could mount multiple parts at once.
Mr. Davis says the fixture needed to be rigid enough to handle rough-milling work, but still provide the clearance necessary for engraving operations and drilling compound-angle holes toward the bottom of the part. The top of each post was machined at a 45-degree angle to extend workpieces out and away from one another and provide the tool clearance necessary to access all five faces of each part. Mr. Davis notes that the simulation capability and collision avoidance feature in the CAD/CAM software came in handy to ensure adequate clearance.
Workpiece blanks are first prepped on a VMC, which machines dovetail profiles on the face that requires the least amount of machining work (or none at all). Once the blanks are secured on the fixture, the cycle time to machine the four fuel blocks (sans removing the dovetail profile and performing additional machining on that sixth face) is 2.5 hours. For certain features, the machine’s B-axis table is tilted 135 degrees to reach features near the bottom of the parts. The dovetail profiles are subsequently removed on an HMC, which also machines four holes that intersect the ports created on the five-axis machine. Completing this part on one of the shop’s HMCs would have required three separate operations and at least one custom fixture.
Powill has subsequently used this fixture for a variety of other parts. Programmers typically choose the face of a part that requires the least amount of machining work (or none at all) to be the one that will have the dovetail machined into it.
On to Thunderdome
A job with a batch size of 1,000 complex, contoured parts made from Inconel 625 led the shop to create a fixture that could accommodate 27 workpieces. This fixture was designed by CAD/CAM programmer Brian Law and machined on the NMV5000.
He started by trying to fit as many parts as possible onto a rectangular fixture. The challenge with this type of prismatic fixturing concept was providing adequate clearance around each part for all the five-axis contouring operations. (Once complete, there are no straight sides on this part.) Unfortunately, this preliminary fixture design could hold a maximum of only 10 parts.
Mr. Wolfe suggested that a dome-like-fixture shape might be able to accommodate more parts. In much the same way as mounting parts at a 45-degree angle on top of the four posts on the other fixture provided ample clearance, arranging them around a spherical profile might provide adequate access while enabling more to be clamped at once. The resulting fixture is shown in the slideshow above. It was created from spare steel material the shop had on hand and was mounted on top of a rectangular riser. Someone jokingly said it looked like the “Thunderdome” arena from the “Mad Max Beyond Thunderdome” movie, and the nickname stuck.
One challenge Mr. Law faced was determining how best to hold the blanks in this fixture. After all, it made sense to start with round stock that was closer to the part’s net shape. To do that, flats are machined in each blank to enable cam-actuated clamps from Mitee Bite to grip them. Two pockets were machined for each part, one for the clamping device and one for the round stock.
He also points to two other challenges involved in creating any fixture designed to hold multiple parts. First, the parts must be spaced far enough apart and positioned in such a way as to provide adequate clearance around each. Second, a balance must be struck between the number of parts a fixture will hold and overall fixture rigidity. Removing too much material to accommodate a large number of parts can limit both rigidity and how aggressively (how fast) those parts can be machined.
Mr. Law designed Thunderdome to hold parts in two rows. Offsetting these rows of pockets enabled fitting a few more pockets on the lower row (15 parts, compared to 12 on the upper row). Total cycle time to machine all 27 clamped parts is six hours. After that, parts are mounted in custom vise jaws on a VMC that machines the bottom face and countersinks the back side of a through hole.
Back in Time
In addition to creating custom fixtures for new jobs, Powill has used its workholding expertise to transfer jobs previously machined on three-axis equipment to the five-axis machine. The shop has also written programs to run other parts on the flexible four-post fixture. Consolidating multiple setups to produce parts in one clamping on the five-axis machine not only reduces production time, but also improves part accuracy. In fact, Powill also uses its five-axis machine to create more accurate fixtures for its three-axis equipment, because it can machine critical fixture locating features in a single setup more precisely.








Related Content

Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
The Power of Practical Demonstrations and Projects
Practical work has served Bridgerland Technical College both in preparing its current students for manufacturing jobs and in appealing to new generations of potential machinists.
Read More
How to Succeed as a Small Swiss Shop: Top Shops 2025
Can small shops succeed with advanced machine tools and software? If so, how do they do it? Read on to learn the strategies that have helped Midway Swiss Turn, our 2025 Top Shops Honoree in Shopfloor Practices, thrive.
Read More
How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More