
Going Lean in Order to Grow
This shop has a plan for dramatically expanding its contract machining business in high-value markets.
.jpg;width=70;height=70;mode=crop;format=webp)

ADEX emphasizes cross training, such as the training seen here on the shop’s vertical turning center.

A daily standing meeting provides the opportunity to share information and address concerns related to current jobs.

Customers are often surprised to see a CMM on the shop floor. However, the shop is temperature controlled and the machine is mechanically isolated from the floor. Keeping inspection close to machining prevents quality from becoming a bottleneck.

The shop's first kaizen event focused on this tool area.
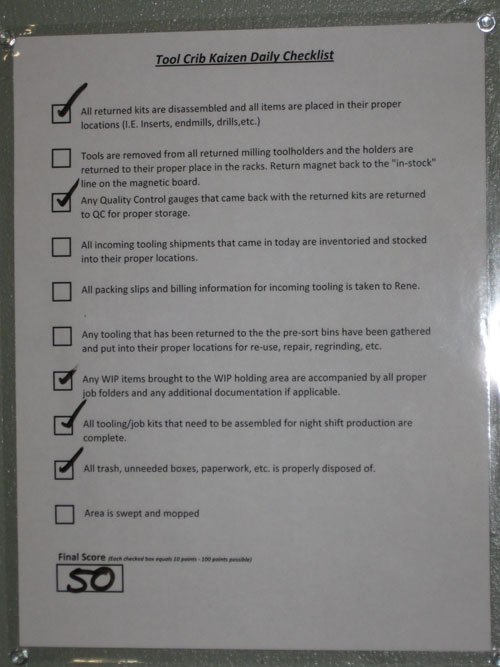
At first, the shop scored 10 percent on this kaizen daily checklist in the tool area, says Mr. Premo. Here, the shop scored 50. Soon, he expects the typical score to be 90.

Much of the shop’s work involves non-repeating jobs, so cells are tailored to general types or categories of parts. Here is part of the cell for short-run, tight-tolerance work.

The emphasis on openness is evident in the design of the facility. Windows ensure that there isn’t an opaque wall to subtly divide the shop and the office into separate environments and cultures.



Before I visited ADEX Machining Technologies, I was missing an important point about lean manufacturing.
I associate “lean” with identifying and removing sources of waste in the production process—wasted time, wasted cost and wasted effort. This is right.



However, I have always seen this waste reduction as an exercise in greater efficiency and faster response to the customer. This is right, too, as far as it goes.
But this view overlooks something significant. It minimizes a value of lean that might be vital to the future of a manufacturing business, particularly a contract manufacturer. Specifically, a lean process is scalable. One reason many manufacturing businesses level out at certain sizes is because of the burdens of inefficiency their processes carry. These facilities function well with those burdens today, but they would not be able to manage under the weight of that inefficiency growing larger. Therefore, getting impediments to productivity out of the way not only improves the manufacturing process today, but also sets up that process to expand into greater activity tomorrow. To put it simply, the manufacturer that wants to grow ought to consider going lean.
Jason Premo, co-owner and CEO of ADEX, wants the business to grow. In fact, he wants it to grow by multiples of its size today. He and a partner started by purchasing an existing tool and die business in Greenville, South Carolina. Under their ownership, the very focus of this business changed, necessitating a new name. “ADEX” stands for “Aerospace, Defense and Energy eXcellence”—identifying the three main industries that the shop is now committed to serving.
Today, the shop is fully open for business. Getting to that point required the company to run at partial capacity for more than 2 years. Mr. Premo took ownership fully expecting that the transition would take this long. Experienced in manufacturing transitions from past positions with larger manufacturers, he knew that the shop’s layout, equipment, employees and culture all had to change, and all would have to be reoriented to fit his plan for how the business would serve its new customers and expand.
The address also changed. The shop moved to its current 25,000-square-foot facility in Greenville partly to make room for several pieces of new equipment. Yet even with the clean-slate opportunity that this move provided, the company’s transition still is underway. With just one kaizen event under its belt at the time of this writing (more are coming soon), the shop arguably is not far advanced into lean manufacturing at all. What follows, then, is a picture of a shop that is moving toward greater efficiency.
More importantly, what follows is a picture of a shop that is being reorganized for significant growth. Here are some of the details of what that transformation looks like.
Equipment
The existing machine tools that came with the purchase of the old shop have been arranged into two cells. Because so much of its workload consists of new or non-recurring parts, ADEX can’t tailor cells to specific part numbers the way some lean facilities can. Instead, it tailors cells to basic classes of parts. One cell for the more basic production parts features CNC lathes and machining centers. Another cell, for work with fine tolerances and low quantities, features EDM and grinding equipment.
A third cell includes ADEX’s newest machine tools, which are also the most sophisticated machines in the shop. This cell includes two Mazak Variax five-axis machining centers and a Mazak Nexus 900M vertical turning center with live-tool milling and drilling capability.
Using this equipment effectively required various other purchases as well. They include:
Quick-change fixturing. The five-axis machining centers use the Jergens Ball-Lock system to let the shop quickly swap out palletized fixtures.
Shop management software. Use of E2 software from Shoptech will soon expand to include data tracking on the shop floor.
Quality near the source. A Mitutoyo CMM sits on the shop floor. Customers seeing this for the first time often do double-takes. However, Mr. Premo points out that the shop is temperature-controlled, and the CMM is damped against the surrounding floor. Keeping a CMM close to production is essential for letting production personnel inspect their own work. In addition, gaging at the machines provides for inspection that is even closer to the source. The shop uses InspectionXpert software from Extensible CAD Technologies to quickly generate gaging sheets from CAD drawings.
Whiteboards. These are perhaps the most important information resources in the shop, he says. Whiteboards kept current with magnets and markers track production plans for 2 weeks on the shop floor, and for 3 months within the office.
At the 2-week whiteboards, engineering and production leaders gather for regular daily meetings. Employees describe their plans for the work that day. The group discusses concerns, such as looming delivery issues. Mistakes are discussed as well.
Mr. Premo says these standing meetings are where the shop’s culture change literally finds its legs. Maximizing efficiency means freely sharing both knowledge and information, and freely sharing means getting past a culture of guardedness that expects every mistake to result in someone being “chewed out.” The closed and defensive culture must be replaced with a culture of humility—one that says that all employees’ ideas and plans are open to examination and level critique.
The elements above all aim at creating a process that carries out the shop’s existing workload efficiently and responsively. Further developments consist of the investments, disciplines and practices aimed at achieving a much larger workload tomorrow. Perhaps obviously, this starts with getting more business.
Customers
ADEX sees its specialty being machining work that has geometric complexity, tight tolerances, a hard-to-machine material or the combination of all three. Recognizing that this kind of work is almost always going to be won through deep connections into customer companies, ADEX is investing to pursue those connections. Its staff now includes three sales agents who are seasoned veterans of the three different industries the shop now aims to serve.
Yet the very best connections are always the existing customers, Mr. Premo says. The shop adds new capabilities with an eye toward the additional work these current customers might need. He says a new piece of equipment or some newly proven capability gives the shop the chance to say to a customer, in effect, “We can do more for you now. Is there a further way we can help you?” The shop’s track record with that customer then becomes its best selling point.
One other aspect of developing and maintaining these relationships—particularly in ADEX’s chosen industries—is prototyping. Lean shops often consider it a success to get away from prototypes, so they can tailor processes to repeating production jobs instead. Contrarily, Mr. Premo says ADEX’s volume is 40 percent prototype work, and he hopes it stays that way. Prototype work is where intellectual property is built, he says. The manufacturing contractor who can help with creating the product’s value is an asset to the customer—a far greater asset than manufacturers that can’t do this.
Employees
The primary reason why ADEX was working at partial capacity during the shop’s transition period is that much of the employees’ attention during this time—and even much of the time on the machines—was being devoted to cross training.
An emphasis on broadening employee skills is arguably the most significant departure from the shop’s previous practice and culture. In the past, employees were hired for machines. A lathe operator might have had his toolbox parked near a particular lathe nearly every day. Mr. Premo says one of the problems with limiting employees to particular pieces of equipment in this way is the loss of flexibility. Worse, this practice requires jobs to be passed from person to person. Today, the shop’s philosophy is the opposite: An employee should have ownership over a particular job, not an operation. As a result, that employee ought be able to take a job to any machine that is required to complete the work.
The shop continues to pursue this ideal. Employees routinely expand upon the number and types of machines they can run. On the day I visited, an employee was being trained on the vertical turning center. Nearby, an employee running a CNC lathe was also checked out for both wire EDM and grinding machines.
One consequence of this philosophy is that there are no longer any personal toolboxes to park. The employees are too mobile. Instead, hand tools and gages are stored and kept ready within each cell.
Along with cross training, another important need at ADEX is for employees to grow upward. The shop’s process depends on people, so the company cannot expand unless quality people ascend into more expansive roles. Employees are encouraged to recognize this, and to realize this growth.
For example, a shift team leader has been told that he already has his promotion waiting. That employee filling a new engineering role will free Mr. Premo to more aggressively develop new business. The catch is this: The team leader first has to develop the people and processes that can make his current job position obsolete.
“Job one is to work yourself out of a job,” says Mr. Premo.
Technology
The shop’s technology also has to keep advancing, Mr. Premo says. Dated equipment should be phased out quickly. The new vertical turning center, for instance, is being financed over 7 years, so all of the machine’s value should be realized entirely during that time.
“After 7 years and 1 day, I want the sheet metal to fall off because we used the machine so well,” he says. Anything less would represent value going to waste, because as soon as the machine is paid for, the shop intends to replace it.
Similarly, the shop is a beta site for Mastercam—an arrangement that gives ADEX’s programmers the chance to become proficient with new toolpath routines almost as soon as they are introduced. Through this beta testing, for example, the shop was among the first in the country to become a routine user of the software’s new Optirough feature for efficient programming of step-down increments in milling.
Facilities
Eventually, the shop’s growth will hit a limit—at least within this building. Despite the pursuit of new business and the orientation toward growth, Mr. Premo sees the limit for this current facility being about 150 people (five times the staffing today). Beyond that point, he says, inefficiencies such as communication problems scale up to become serious burdens. Information and knowledge can no longer be shared comprehensively across a staff so large. Long before the shop ever reaches 150, he says, ADEX will split into multiple sites.
This, too, is part of the plan. There is a reason the company name consists of initials. Those letters likely will one day stand for different shops. Once the corporate disciplines related to lean, quality, teamwork and machining technology have all been established in one shop, they can be reproduced in another shop, and even tweaked to fit the needs of a different business segment addressed from a particular site.
This current shop will probably be the “E” facility for energy, he says, because the largest customer for this market is located close. But in different facilities—and perhaps even in different cities—the “A” and “D” markets will also get dedicated shops of their own.















Related Content

A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
How to Choose the Right Cut Off When Measuring Roughness
Measurement results for surface finishing parameters can vary depending on the filter parameter (Lc), also known as the cutoff.
Read MoreRead Next

If You Want to Improve Something, Measure It
This shop involves all of its employees in the daily exercise of analyzing just where time is being spent.
Read More
Bryco Before and After
Within a two-month period, this Chicago-area contract shop reorganized the shopfloor, implemented new procedures and eliminated employee toolboxes. Here are the benefits the shop has seen.
Read More
