
Lessons About Metal Additive Manufacturing from a Hands-on Class
The metals you’re used to may not be the metals you want to 3D print. This and other lessons from the Additive Manufacturing Institute of Science and Technology (AMIST).
.jpg;width=70;height=70;mode=crop;format=webp)




A participant in the AMIST’s metal additive manufacturing class vacuums unsintered powder out of a 3D printer. This introductory course combines hands-on learning with big-picture lessons about AM.
Integrating metal additive manufacturing (AM) into an existing metalworking business requires new equipment, skill sets and workflows. But it also means taking a good hard look at the parts being produced to identify which are the best use cases for AM. Not every part that can be 3D printed should be, so one of the core challenges new users face is selecting the right ones.



“Use metal AM as appropriate to bring value to the enterprise. It doesn’t need to be 80% uptime — when you need it, you need it,” says Ed Tackett, director of educational programs for additive manufacturing (AM) at the Additive Manufacturing Institute of Science and Technology (AMIST). Part of the AM capabilities located at the University of Louisville, the AMIST functions as R&D lab, 3D printing service provider and, most importantly, a training center for students and professionals.
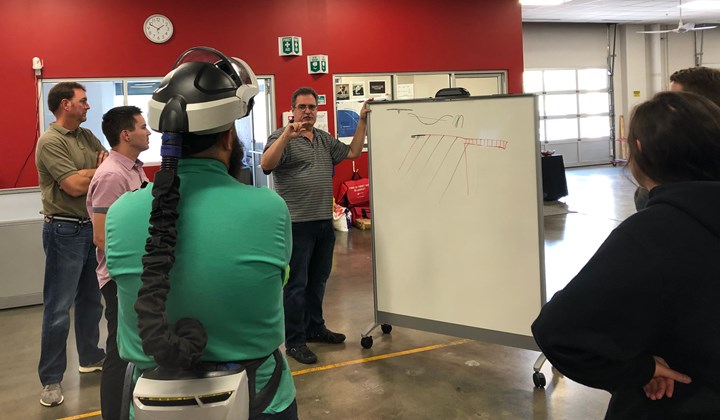
Ed Tackett (at the white board), director of educational programs for additive manufacturing, speaks to a group of class participants and University of Louisville co-ops about metal additive manufacturing at the AMIST.
Mr. Tackett’s statement about finding value is one of the lessons conveyed during the Institute’s metal 3D printing class offered for manufacturing professionals. In the fall of 2019, I sat in on a portion of this class, a five-day course targeted toward future machine operators as well as managers and other professionals who need to understand metal AM. The curriculum is a combination of classroom discussions, demonstrations and hands-on work. Attendees have the opportunity to set up and run prints on the AMIST’s direct metal laser sintering (DMLS) 3D printers, but also participate in less-glamorous tasks such as vacuuming unsintered powder out of the build chamber, leveling the build plate and removing support structures by hand.
There would be no way to cover every aspect of metal AM in so short a time, but the class goes a long way toward exposing attendees to its capabilities, requirements and dangers. Mixed in with the granular lessons about when to change filters and how to install recoater blades are big lessons about when, how and why to use metal additive manufacturing. I’ve summarized just a few of these big-picture points below:
- To identify AM use cases, consider benefits beyond part geometry. Lightweighting, assembly consolidation and part count reduction are all good reasons to use AM, but there may be other hidden benefits to be found. GE’s LEAP fuel engine nozzle, for instance, is famous for consolidating 20 parts down to one. But the “invisible” advantage this provides is in inspection. Where previously each individual component of the assembly would have been inspected, there is now just one piece — which saves considerable time and cost.
- The metals you’re used to may not be the metals you want to print. Aluminum is one example — it tends to be trickier to print, and requires a higher laser power because of its reflectivity. Unless the part requires aluminum for thermal properties or some other characteristic, other materials such as titanium may deliver better 3D printed results.
- Prepare for trade-offs. “Between speed, density and surface finish, you can choose two,” Mr. Tackett says. Metal 3D printers can produce parts as dense as castings or better, but that likely means slowing the print speed with better surface finish as a result. Or, the print could be optimized for speed at the expense of density and surface finish. Prioritize the most important requirements for each part, but also recognize workarounds. If the part will be finish machined after the fact, a rough surface finish might not be a problem.
- Account for postprocessing steps in the design. Most metal AM parts will need machining, so consider this in the design step. For instance, print tabs or add flat surfaces onto an otherwise organic part so the machinist has a way to fixture it later. Add a datum for inspection that can be quickly machined off later. “At the end of the day when that platform comes out of the printer, it’s metalworking,” Mr. Tackett says.
- By the time a 3D printed part gets to finish machining, it has achieved most of its added value. A metal 3D printed part is likely to be a near-net shape component, more like a casting than a blank. If something goes wrong downstream, replacing the print may be costly. Organizations should therefore utilize skilled machinists to finish 3D printed parts, or they risk paying for the workpiece twice.












Related Content

Designing a 3D Printed Part with Machining in Mind
Designing extra stock and mounting features into a 3D printed part can aid in machining processes downstream.
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read More
SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read More
The Benefits of Vertically Integrating Metal 3D Printing and Machining
Having 3D printing and machining within one organization enables Addman’s engineers to collaborate and consolidate so it can quickly make successful metal 3D printed parts.
Read MoreRead Next

What Is it Like to Study Additive Manufacturing?
This article and video series filmed at Penn State University illustrate what the school's first master’s students in AM are learning, and how they’ll apply it to advance 3D printing.
Read More
Additive Manufacturing and Metal Casting
A hybrid approach to consider.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More