Lighted Workstop Verifies Part Location
Electrifying the work allows a light to indicate whether the setup is correct. The simple solution turned into a standard product for this shop.
.jpg;width=70;height=70;mode=crop;format=webp)




During setup, just the turn of a screw can make the difference between a sellable part and a scrapped one. A part that locates accurately can shift out of tolerance with the last twist of the screw that clamps it. The operator might not know this has happened until after the part is machined and fails inspection.
R&R Tool experienced this. The contract manufacturer in Blanchester, Ohio, specializes in precision medical components. A particularly challenging small and flexible part required an angled surface to locate with respect to a hole at the other end of the workpiece. This part might locate accurately against a workstop at first, but then was prone to shift invisibly during clamping. R&R had to find a way to reliably ensure that every clamping was accurate, without having to rely on tedious measurement, re-clamping and re-measurement for each setup of this part.



The solution that R&R hit upon was to electrify the workstop.
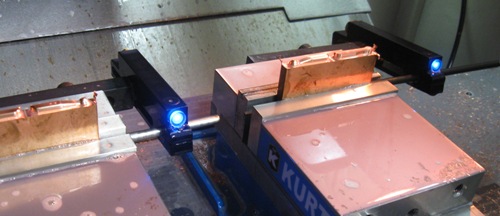
After all, the part was conductive. An accurate setup would therefore close a circuit—with a light indicating that this contact was made. The actual light the shop has been using is blue ... but seeing this light gives operators the green light to begin machining.
Shop owner Dan Reed says the solution has been so effective and so useful, his shop has begun using it as a routine element of making other parts as well. In addition, the shop has begun marketing the product. R&R now manufacturers and ships a self-contained version powered by AA batteries. The trade name is the “Lightnin’ Rod.” Various other shops have already found this new product and begun to use it.
A photo at right shows the Lightnin’ Rod being used on another R&R part. The components are machined four at a time out of two solid blocks. When the blocks gets small, the operator uses supports to raise them up out of the vise to get more pieces. Each of these new clampings creates an opportunity for error. The stock shifting by a few thousandths during clamping or during machining can cause a component to be scrapped. With the charged workstop, though, the stock must be within 0.0005 inch of the workstop for the light to activate. Therefore, the operator only has to see that the light is on for each vise prior to machining, and still on after the machining is complete. If so, then the parts are good.
“This is all about getting away from relying on the ‘feel’ of skilled machinists,” Mr. Reed says. In the past, the employee setting up this part would use a 0.002-inch shim to check that the work was close to the stop. However, there are problems with this approach. That “feel” is subjective, and investigating the setup in this way adds time to the process. Worst of all, the skilled employees who possess this kind of reliable feel are becoming scarce. The new process makes it possible to rely on less experienced employees for these parts, with the light serving as a concrete go/no-go gage for each setup. Mr. Reed says the shop is currently developing a variation on the Lightnin’ Rod that will work for non-conductive workpieces as well.












Related Content

View From My Shop, Episode 2: 3D Printing and Postprocessing With Tangible Solutions
Collaboration between Tangible Solutions’ additive and machining departments simplifies their work. Learn more in this episode of The View From My Shop.
Read More
Five-Axis Turnkey Machine Halves Medical Shop’s Cycle Times
Horizontal five-axis machines cut cycle times in half at ARCH Medical Solutions – Newtown. But its leadership gives equal credit to a surprising factor: the OEM’s service department.
Read More
Kyzen Solvents Provide Ease of Cleaning for Medical Parts
The Metalnox line of solvent products are designed to improve reliability and increase the ease of cleaning in vacuum and vapor degreasing processes.
Read More
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More