
Making Strides To Maximize Worker Efficiency
This 40-year-old shop combines original best practices with new technologies and manufacturing approaches to make the most of its home-grown skilled labor.

Share




Phillips Corporation
Featured Content
View More










Phillips Corporation - Education
Featured Content
View More
A worker’s efficiency can be increased through automation.
An efficient worker needs sufficient training.

An efficient worker needs an organized work area.

A worker’s efficiency can be increased through automation.

An efficient worker needs an organized work area.

An efficient worker needs to be self-sufficient.

A worker’s efficiency can be further increased through robotic automation.

An efficient worker needs to be self-sufficient.
A shop that’s been making chips since 1966 has the manufacturing mindset necessary to succeed in the current global market. Some of its business practices, such as making it a priority to cultivate its own skilled workforce, were instilled virtually at day one. Others, including the addition of robot automation to key machining processes, have been more recent efforts to increase flexibility, throughput and delivery time to its (primarily) aerospace customers.
The shop—C&S Machine—has evolved over the past 40 years to the point that it currently:



- trains and develops its own workforce via a 4-year apprenticeship program;
- works to eliminate wasteful processes by applying a lean manufacturing approach;
- excels in efficiently producing small batch sizes;
- alters its work schedules on-the-fly as necessary to adapt to changing customer demands;
- continually strives to bring necessary manufacturing capabilities in-house to lower its reliance on outside vendors; and
- pursues precision machining work while letting other shops worry about making money on commodity jobs.
The shop has come a long way since its early days rebuilding Studebaker engine blocks. In the mid 1980s, C&S redirected its focus to machining precision aerospace components, and it then began adding capabilities such as CNC grinding and ram and wire EDM. Most recently, it has devoted a great deal of effort to figuring out ways to make its machines work best in concert with one another and its operators.
Once divided by the type of machining operation, the C&S facility in Buchanan, Michigan (one of the company’s two locations), is now sectioned into pre- and post-heat-treatment processing areas. Mills and lathes, which are often intermingled in work cells, make up much of the pre-heat-treatment equipment. Grinding and EDM fill the post-heat-treatment portion of the shop.
The goal is to flow raw material through the pre-heat-treatment area, and then send machined workpieces to the heat-treatment vendor, ship them to the customer or transport them to the assembly area, depending on the application. Rearranging equipment in such a way reduces the number of times the shop has to “touch” the part, as well as the distance the part travels within the shop.
While touring the shop with Dominick Saratore, C&S vice president, it became evident that these practices work hand-in-hand in pursuit of one overarching goal—to improve shopfloor worker efficiency. Skilled labor is getting hard to find, and existing labor is expensive. The shop’s certified apprenticeship program helps with the former problem. For the latter, C&S continually works to find ways to maximize the efficiency of its existing workforce as it positions itself to succeed in the in the years to come.
Although C&S hasn’t formally composed the mantras fleshed out on the following pages, the company takes them to heart so it can maximize its shopfloor workers’ efficiency. It is worth noting that many of the parts the shop produces, mostly from stainless steel alloys, are complex. Mating turbine pistons and sleeves, for example, are machined; heat treated; ground; honed to a sleeve-to-piston clearance of 80 millionths of an inch; assembled; and laser etched as a matched set before delivery to the customer. Complex parts aside, however, the company’s methodology of maximizing workforce efficiency could be applied to the manufacture of virtually any item.
C&S’s apprenticeship program is nothing new. In its early years, the company simply couldn’t afford skilled individuals’ hourly wage (sound familiar?). So the shop instituted a policy to train its own shopfloor workers and used that free education to lure people to work there. Today, C&S deems the training program a necessity as the company uses advanced CNC equipment to machine precision parts.
Apprentices, who are trained on all shop equipment, spend 6 to 12 months in a particular work area. Cross-training allows them to eventually be deployed wherever there is the greatest need, if they decide to remain with the company. It also gives them a chance to find that one area in which they have a strong interest, or one in which they excelled during the training period.
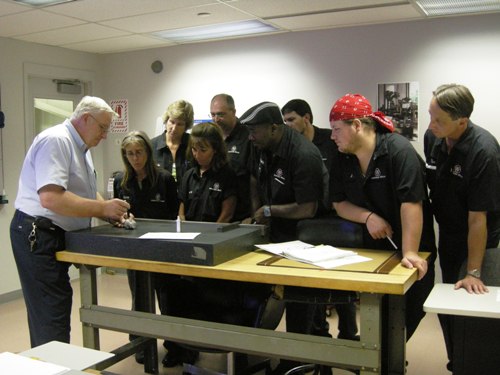
Each apprentice must complete a total of 8,000 program hours, as well as pass quarterly reviews and annual projects to graduate. Joseph Saratore, Dominick’s father and the company president, likens the program to a college bachelor’s degree. He is shown on the previous page handing recent graduate Greg Pearson his program completion certificate. The program is certified by the state of Michigan through a local community college.
Though it represents an investment on the company’s part—one that requires finesse to ensure that training doesn’t drastically interrupt production—it is a compromise that the company is willing to make because training is a top priority. Approximately 80 percent of the company’s current manufacturing employees are graduates of the program. At least one person is added to the program each year.
Workplace organization is typically the first step shops take when they embark upon their lean manufacturing journeys. The more organized the facility can be made, the more efficient the entire manufacturing process becomes. C&S efforts in this respect are clearly evident throughout its well-maintained facility. Shadowboards for tools abound, and everything is clearly labeled. Tape is used on the floor, worktables and other areas to outline the location of specific shop items. Equipment is also positioned where it will be used so that it is within reaching distance, not walking distance. Note the machine on the facing page has labeled locations for spray bottles, allen wrenches and other miscellaneous hand tools. There’s even a calculator velcroed to the machine. Diligence is required on the workers’ part, though, to keep their areas nice and neat.
The beauty of these efforts is that they don’t have to be expensive. In the cell shown on the previous page, a worker has used cardboard to act as tool layout template. The worker humbly joked that this was a prototype design, and that another version might be made of wood. However, as Mr. Saratore pointed out, the cardboard serves the purpose and would be easier to alter than one made of wood.
Many of the company’s machines have been organized into cells designed to process workpieces of similar geometries. Because many of the workpieces are part of reoccurring part families, the shop is able to be more precise in the equipment chosen for each cell. There is variability in those families, however, and lot sizes are relatively small (50- to 200-piece batches are common).
The key is that everything a worker needs in a particular cell—fixturing, cutting tools, gages, hand tools, inspection equipment—is located within the cell. Centralizing all this equipment, along with posting detailed setup sheets for jobs in queue on the machines, has dramatically reduced time and hassle for new job setups. Cell operators are now able to kit the necessary tooling for new jobs in 5 to 10 minutes. They can also access a wealth of job information from a cell’s networked computer (as John Thielmann is doing in the lower-left photo).
The days of having a central tool crib are gone—cutting tools are located in labeled drawers within each cell. A replenish system has been established using kanban cards for each type of cutting tool (see lower-right photo). Each card lists the reorder quantity, minimum and vendor of choice. When stock of a certain tool reaches a minimum level, the operator hangs the card on a board located in the cell. A purchasing person walks the shop a couple of times each day to collect the cards and order the tools. (Eventually, the company will adopt a bar code scanning system or a similar means for workers to order tooling directly from each cell’s computer.)
A number of shops integrate automation gradually. This was the case for C&S. Fixturing can play a key role, especially for extending unattended operation for machining multiple parts on wire and ram EDM equipment, as is depicted in the top-left photo. Elements of automation are found on the shop’s Charmilles (Lincolnshire, Illinois) EDM equipment. Most of the ram machines feature a toolchanger for automatic electrode change-out. To allow unattended wire EDM, those machines have autothreading capability. Because some of the shop’s wire EDM work generates large slugs that must be removed, a few machines also have a slug evacuation system. This is necessary to allow unattended operation. It works by having the machine stop just short of cutting out the entire slug, leaving a slight bit of material that serves to hold the slug in place. The machine then cuts the wire, moves the heads to the side and uses a piston on the evacuation system to tap the slug down and out of the workpiece. Once the heads are moved back in place and the wire is rethreaded, the machine cuts away the remaining tab of material on the workpiece. Without this system, an operator would be required to ensure that the lower head wouldn’t be damaged by a falling slug.
Another automation element is the integral workholding pallet system from Hirschmann Engineering (Buffalo Grove, Illinois). This system, shown in the lower-left photo, uses a clamping device that remains permanently installed on a machine’s table and receives workpieces installed on mating holders. It allows quick changeovers and accurate workpiece positioning. Currently, 75 percent of the shop’s milling machines use the pallet system. The system is also used on much of the shop’s EDM equipment. In some cases, though, special fixtureshave been developed to accommodate multiple workpieces for longer unattended EDM time.
Dominick Saratore believes that robotic automation is a logical next step for shops that have become comfortable using such a pallet workholding system. However, he doesn’t view automation as a means to replace workers. Rather, he believes that robots free workers from loading and unloading workpieces, allowing them to perform duties such as inspection and assembly.
The company’s first, and for the moment only, robot cell consists of two Charmilles Robofil 240cc wire EDM units that are loaded by an M16IB six-axis robot from Fanuc Robotics (Rochester Hills, Michigan). Hirschmann Engineering was the systems integrator. Though the cell is currently running a pair of proprietary components, it could just as easily be used to produce any part that would fit on the system’s two available workpiece storage racks. These proprietary components are produced in a variety of lot sizes that can be changed in real time via the CellMaster Cell Control software.
There were a number of reasons why this process was the first to be automated via robot. The components produced were part of an existing product line that required a significant amount of human intervention. Operators were required to load and unload each workpiece, index certain workpieces, and clean and apply a rust inhibitor after machining. The existing pallet system reduced the time to perform some of these manual duties, but C&S decided to automate all of that work.
The robot’s first priority is to load parts to minimize machine idle time. When machining is completed on a part, the robot removes the part, delivers it to an air-blast device and installs it in a storage rack position. Another part is then loaded into the pneumatically actuated clamper installed in the machine. Once that’s done, the robot retrieves the part that was just machined; dips it into cleaning solvent to remove excess water; and then dips it into a bath of rust preventative.
Some of the workpieces must be indexed 90 degrees for additional machining operations. Rather than using a costly indexing device, the robot removes and indexes the part to the proper angle in the clamper for the second operation.
On The Horizon
Over the years, the company has added a number of machining capabilities. It can currently perform turning, milling, grinding (centerless included), gundrilling, lapping, honing, EDM and mill/turn. The company has also added non-machining capabilities. Examples include bore diameter and straightness inspection, laser etching, sub assembly operations and so on.
Heat treatment will likely be the next significant non-machining operation to be added. The fact that the company still must outsource heat treatment is the chief reason it hasn’t completely abandoned batch manufacturing, notes Dominick Saratore. That’s because the heat-treatment vendor has a set minimum order price, so it makes economical sense to send as many workpieces as possible to approach or exceed that minimum order point. Mr. Saratore believes that one-piece-flow manufacturing will be possible once heat treatment is under the roof. However, he admits that there are other machining-related improvement areas that should and will be addressed first. The heat-treatment process has an inherent steep learning curve. At least for the moment, he thinks it is best to focus on what the shop knows best—the machining—and leave heat treatment to the experts.
The shop also plans to continue adding automation. It will likely get another robot-tended EDM cell. As for machine tools, Mr. Saratore said he will add both high-end mill/turn machines to complete many operations within one machine, in addition to small, secondary-machining-type equipment. These machines might not have to be computer numerical controlled, either. His intent is to add inexpensive equipment that will offer basic milling, turning or grinding to a cell currently lacking one of those operations to allow it to completely machine the part. So C&S will be integrating both the relatively simple and the advanced—not so much the middle of the road.
















Related Content

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Stages of a Closed-Loop CNC Machining Cell
Controlling variability in a closed-loop manufacturing process requires inspection data collected before, during and immediately after machining — and a means to act on that data in real time. Here’s one system that accomplishes this.
Read More
Robotic Cells Transform Archery Bow Manufacturing Efficiency
Mathews Archery boosted bow riser production by 25% through robotic automation with CNC Solutions. Overcoming labor shortages, the system enables unattended weekend runs, halves scrap, and delivers 1.5-year ROI.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read MoreRead Next

Incremental Automation Pays Dividends
While successful mold makers agree that automation is necessary to remain competitive, they often have different opinions about how to integrate automation. This mold maker does it in gradual phases, and in doing so, it drives shopfloor workers to roles of greater responsibility.
Read More
Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More