Grady Cope, president and founder of Reata Engineering and Machine Works in Englewood, Colorado, had an opportunity most shop owners don’t enjoy. He recently visited numerous other job shops and contract manufacturing companies. Making these visits was part of his duties as chairman of the executive committee at the National Tooling and Machining Association (NTMA) during his term in office, 2010-2011.
“I had a chance to see many very advanced manufacturing operations and one of the things I noticed was the prevalence of multitasking machine tools at these sites. The more I saw of these machines, the clearer it became to me that this technology would benefit my own company,” Mr. Cope explains. At the time, Reata was largely processing parts by moving them across multiple machines—horizontal and vertical machining centers for milling, turning centers for lathe work, and sometimes a third or fourth type of machine for drilling and tapping or grinding.
These CNC machines were relatively recent models—not a “slouchy” collection of equipment at all. What Mr. Cope realized was that Reata was locked into a conventional machining mindset. “We did turning on turning centers and milling on machining centers, pretty much with one milling guy on one machining center and one turning guy on one turning center. No matter how efficient these operations were or how competent we were at running these machines, though, we inevitably had scheduling issues, too much setup time and repeatability problems with multiple fixturings,” Mr. Cope says.
It became clear that Reata had to move to multitasking. It was also clear to Mr. Cope that making this move would require some fundamental changes throughout his company. “I remember thinking it would change our world, and it did,” he says.
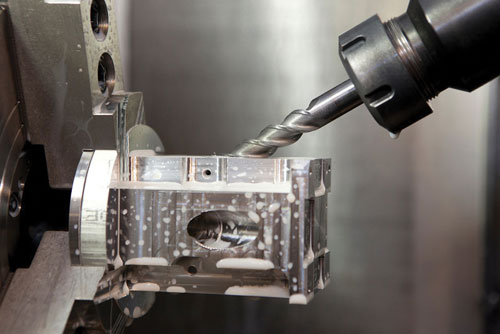
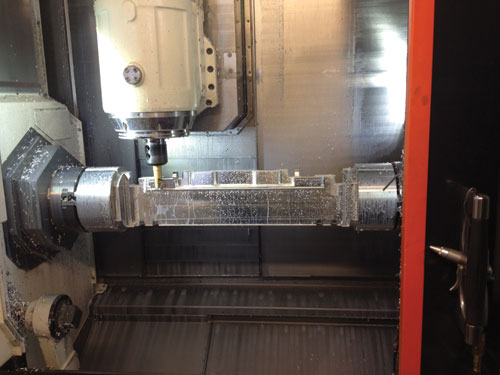
In the summer of 2011, the shop installed its first multitasking machine, a five-axis Integrex i-200S from
Mazak (Florence, Kentucky). Although introducing multitasking technology involved a steep but manageable learning curve, this approach to part production soon became a boon for the business. Mr. Cope reports that parts that once took weeks to move through the shop in batches of 25 to 50 pieces are now being produced completely in only a couple of hours on the Integrex. The shop can run larger or smaller batch sizes equally well to suit the different needs of customers, whether for a rush job or a standing JIT order.
In addition, completing parts in one setup has eliminated the repeatability issues that delayed production and raised scrap rates. Another key benefit has been the ability to both quote competitively and make a profit on certain complex jobs if it did get the order. “These were jobs we would have formerly passed over because we knew we’d struggle with them,” he says.
Making the move to multitasking was challenging and strenuous, but the transition went smoothly overall because Reata’s workforce learned some important lessons early on. “We changed our thinking and our habits. It wasn’t always easy, but it’s made a difference in almost everything we do,” says Rob Volkert, vice president of operations. Mr. Volkert believes other shops considering multitasking can learn from his shop’s experiences. “Buying a more capable machine is a significant capital decision, but one that is a very rapid return on investment,” he says.
Engineering the Future
Reata Engineering and Machine Works is a contract manufacturer that distinctly balances its engineering capabilities with its machining resources. It provides prototypes, tooling, production machining and assembly to industries including aerospace, medical, semiconductor capital equipment, retail, automotive and material handling. The company seeks almost any customer looking for contract services that start with a “napkin idea” and take it all the way to aftermarket support.
Before receiving his bachelor’s degree in mechanical engineering, Mr. Cope’s career included stints as an offshore mechanic, where he saw the importance of precisely manufactured components and the value of resourceful engineering. These factors influenced him to start his own manufacturing business. He founded Reata in 1993 with $6,000 on a credit card to purchase a used manual lathe and a milling machine. The following year, the fledgling shop added its first CNC mill and began hiring machinists. Mr. Cope’s background as an engineer continues to guide him as a business owner and manager.
Today, with 37 employees, Reata operates three shifts and puts out an average of 190 jobs per month, 25 percent of which are brand new part numbers. This growth, however, would not have been possible if the shop had not yet broken out of the one operator/one machine, one part/multiple setups routine. “Even though we are an engineering firm, we overlooked the need to re-engineer our approach to machining. Seeing multitasking in action at other shops opened our eyes to the possibilities,” Mr. Volkert says.
What Was Learned
As capable engineers, Mr. Cope and Mr. Volkert can analyze their shop’s transition to multitasking and identify the important principles or learning points that contributed to successful adoption of this technology. Here are some of those points and principles, with comments on their meaning and importance from these two top managers.
Buying a multitasking machine is not like buying any other type of machine.
• Don’t be put off by the price of the machine. We consider the Integrex two machines in one and expect it to run at least one shift a day unattended.
• Be sure tooling needs and a good postprocessor are addressed early.
• Get operators and programmers involved in the machine acquisition process so they are comfortable with and confident in the technology. Be sure there’s no fear.
Choose your machine supplier with care and consider the capability of the local distributor.
• We wanted a machine tool builder who understood our needs as a small shop and as a newcomer to multitasking. Mazak’s organization made sure we wouldn’t feel orphaned once the machine was in place.
• The involvement of the local distributor can be critical. Action Machinery in Denver, Colorado, reviewed a whole package of our part prints to help spec the Integrex model that best fit the majority of these parts. They also coordinated visits with application engineers from Mazak’s headquarters in Florence.
Training is not optional. Consider it “standard equipment” that’s part of the total package.
• We knew we had to take training seriously because the cost of training was part of Mazak’s quote for this machine.
• Training is an investment and a commitment. For a shop our size, sending two of our best operators for a week of training was a big deal, but it paid off quickly.
Finding the right operators for multitasking is important.
• Intelligence, flexibility in thinking and adaptability are traits to look for in operators assigned to a multitasking machine. Find a quick learner who is not too wedded to either milling or turning.
• The skill of the operator makes a multitasking machine more productive. A shop manager has to be confident in both the machine and the operator.
For a multitasking machine, auxiliary equipment is not “auxiliary,” but is an integral and essential part of the machine’s capability.
• Our Integrex is equipped with a bar feeder and a part receiver. The Quick Load Server 80 S2 from
LNS (Cincinnati, Ohio) is part of the automation that makes unattended operation possible and reliable. Although we can manually load part blanks or castings, we actively look for ways to use the bar feeder by seeing how our squarish parts can fit inside a length of bar stock.
• The part receiver, a Rota-Rack system from
Royal Products (Hauppauge, New York) protects finished parts and makes them easy to retrieve for deburring or further processing.
Multitasking is inherently conducive to unattended operation.
• It wasn’t long before we were running our Integrex close to 24-7. Unattended operation is a key part of the profit potential in multitasking.
Think square parts out of round stock. Little or no turning is required.
• Parts that might normally require operations on a mill and a lathe are not the only likely candidates for multitasking. Prismatic parts with multiple holes at different angles or bores that are off-center can be ideal for the Integrex.
• Learning to re-imagine how parts formerly made from square blocks of raw material can be machined from round stock is a key part of the transition to multitasking.
• One reason we chose the Integrex was the wide distance between centers. This enables us to process long parts with flat surfaces milled on multiple sides. Its Y-axis travel is also important for flexibility in parts that largely involve milling. We have 9.8 inches of Y-axis travel and 24 inches of vertical, X-axis travel, including almost 5 inches below centerline.
• With these features we can think of the Integrex as a very capable machining center in its own right.
Think six-sided machining for flexibility.
• We use the second turning spindle primarily for backworking operations. Most of the machining is done at the first spindle using the machine’s B-axis milling head, and then the part is transferred to the second spindle by synchronizing C-axis rotation. This gives us true six-sided machining capability.
• C-axis contouring enables us to machine complex features on both ends of the part. Flipping a part and refixturing it would be the only way to accomplish the same results on a standard machining center.
Get customers involved. Educate them on multitasking.
• Designers are becoming more creative in part designs because they have CAD systems with solid modeling that enable them to conceive and construct complex part geometry. This complexity becomes a serious challenge to manufacturability. We’ve been able to take on complex jobs that would be almost impossible to produce conventionally because they lend themselves to production on a multitasking machine.
• Not all of our customers have moved in this direction, however. We want them to know what multitasking can do so they can take advantage of the flexible design possibilities. We also want them to work with us on the design level so we can influence part manufacturability.
One example is adding a radius to a part feature. With five-axis contouring on the Integrex, machining a well-placed radius is now usually a simple matter of adding a few lines to the part program. What may have involved an extra setup or a special cutting tool is now just additional seconds of cycle time on a multitasking machine.
A New Metric
Mr. Cope admits that moving to multitasking changed not only his shop’s mindset about machining parts, but also his outlook on manufacturing in general. For example, he says he was accustomed to sizing up a shop by the number of shopfloor personnel and the number of machine spindles. Now he sees that these numbers do not adequately reflect the productivity or the competitiveness of a manufacturing company. “What really counts is the throughput—how much work can move through the shop,” he says.
He can point to his own shop’s experience with adding its first multitasking machine. After one year, that single machine now accounts for 18 to 20 percent of annual sales. Most of the shop’s growth in the last year can be attributed to this machine alone. “We’d like to move even more work to that machine, but it’s already fully booked,” Mr. Volkert reports.
Reata’s experiences with multitasking also changed how the shop’s management team thinks about the competitiveness of U.S. machine shops and their need for a new breed of skilled technicians. For example, both of these concerns continue to occupy Mr. Cope’s attention because of his ongoing involvement with the leadership at NTMA and his service on an engineering advisory board at the University of Colorado-Denver. “Multitasking technology is one way machine shops will be able to stay lean and do more challenging parts with fewer machines and just a few very talented individuals. This will make the industry much more competitive on a global basis,” he says. “We also have to work with schools and universities to develop a workforce with strong math and science skills. Multitasking machines lend themselves to people with these skills.”
Reata now has such faith in multitasking that it has ordered a second, larger Integrex from Mazak, an i400S, which is scheduled for delivery in November 2012. This machine features a 4-inch spindle bore, so the shop can expect to use barstock for about 90 percent of the parts that will be produced on this machine, Mr. Cope says. “This level of automation and productivity ensures a solid growth path for years to come,” he concludes.
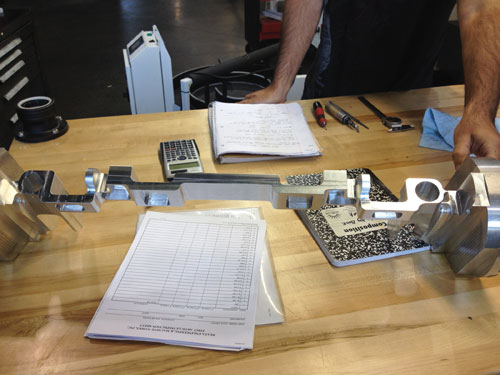
A Machine That the Shop Can Run “Around the Clock”
This array of parts is representative of some of the earliest workpieces Reata produced on its Integrex. Looking at these parts in a clock-wise direction, the part at “nine o’clock” is the first piece the shop completed on the new machine. With several milling operations, a saw-cut slot and surfacing on the backside, this aluminum medical pump component validated the done-in-one concept that is the essence of multitasking. It was produced from barstock.
The taller part at “12 o’clock” is also an aluminum component for a medical pump. Produced from a round aluminum slug, this part has critical features with tolerances of ±0.0003 inch, proving to the shop that precision machining is enhanced by avoiding multiple setups on several machine tools. The ability to produce parts of this size from barstock is Reata’s prime motivation for ordering a second, larger Integrex machine.
The part at “three o’clock,” also a pump component, formerly required substantial four-axis milling on a VMC. Parts such as this demonstrated that B-axis milling capability is one of the most important strengths of a multitasking machine. This part is also machined from aluminum.
Sometimes relatively simple parts are candidates for multitasking because of their setup efficiency and processing flexibility. Reata tested this concept with the part at “six o’clock” and verified that including such parts in the mix made good use of the productivity of the multitasking machine.
Since the shop got a taste for multitasking, it has been moving as many jobs to the Integrex as possible. With automation such as the bar feeder and parts receiver, Reata can regularly run this machine unattended at least one shift a day.