
Managing Information Maximizes Efficiency
Using an intuitive, homegrown MRP system, this shop is able to effectively manage massive amounts of information while making necessary documents accessible anywhere they’re needed on the shop floor.

Using an intuitive, homegrown MRP system, this shop is able to effectively manage massive amounts of information while making necessary documents accessible anywhere they're needed on the shop floor.

Access to the MRP system allows immediate information entry during daily job planning meetings. This speeds the creation of new job sheets and makes it quicker to enter changes to existing jobs.

The thin client computers that allow access to the shop's central server are typically located under an operator's work table. They are well-suited to survive harsh shop floor environments.

Operators can use the MRP system to alert tool crib attendants about a tool that has broken. An attendant can immediately preset a new tool and deliver it to the operator to reduce machine downtime.


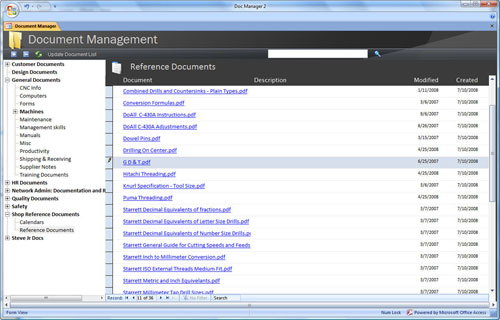
Each job window allows operators to find all of the information they need to run a job using just one or two mouse clicks. The interface was designed to allow easy navigation for employees of all computer skill levels.
Share









CNC Industries finds itself in the same precarious situation as other U.S. shops these days: its material costs are rising at the same time its customers are requesting cost reductions. That said, Steven Deam Sr. says his 65-person shop is quite often the lowest bidder on jobs yet achieves margins that are consistently higher than industry standards. In addition, his shop has experienced nearly 50 percent growth each year since 2004.
He attributes these achievements in large part to the use of an information management system his company developed called JobManager II. This distributed MRP (manufacturing resource planning) system not only allows CNC Industries to effectively manage the massive amount of information that flows through the shop on a daily basis, but it provides access to relevant information at numerous robust computer stations located throughout the facility.



To his way of thinking, all shops have access to the types of advanced CNC machine tools such as the Brother, Haas and Toyoda equipment that his shop uses. What differentiates his shop from others, he believes, is how well the shop is able to manage and deliver job-critical information to all employees in an intuitive format and virtually in real-time.
Then And Now
Daily activity in the Fort Wayne, Indiana shop is much different today than in 1995 when it opened. Thick, paper-based job travelers have been replaced by digital documents available at any of the shop’s many computer stations. Automatic updates of digital drawings and documentation ensure that there are no outdated paper copies floating around the shop waiting to cause problems. Time slips are gone; all employee time tracking is done via computer. Broken tools can be immediately reported to the tool crib attendant and replacements are delivered to the machine without operators having to leave their work area. New- and existing-job planning meetings finish more quickly.
Steven Deam Jr. led the development of the intuitive MRP system that facilitates these activities. He has a B.S. in computer science and is now the company’s CFO and IT manager. Steven Jr. uses Microsoft Visual Basic to program the SQL-server-based system, which offers the flexibility to be tailored to the shop’s current and future needs. Its interface was designed to be sufficiently intuitive so that employees possessing any level of computer experience will be able to comfortably navigate through the system and quickly locate the information they need. Only one or two mouse clicks are required to access necessary documents or data at any computer station, Steven Jr. says.
Having a tool such as this MRP system in itself is not enough for a shop to be successful, he cautions. Steven Jr. feels shops must be willing to provide employees with anything that would help them perform their jobs more efficiently (within reason). It’s equally important, he says, that all shop employees know that the suggestions they offer will be thoughtfully reviewed by shop managers and not simply dismissed out of hand. Not only does that boost employee morale, but it inherently increases overall shop efficiency and profits. Because CNC Industries based its MRP system on input and feedback from users, JobManager II was able to be modeled in such a way that it best supports the shop employees’ specific needs.
Very soon after creating CNC Industries, Steven Sr. took initial steps in digital shop management by moving away from paper-based reporting and instead entering and storing job information digitally. The shop then began creating quotes and purchase orders via computer rather than using traditional pen and paper. That in turn spawned numerous ideas about how the stored data could be analyzed and distributed where it is most needed in the shop. What resulted was the original JobManager MRP system that the shop implemented in 1997.
Three years after that, however, the industry tanked. Unfortunately, that was just after the shop purchased a larger facility and additional equipment. It was during the ensuing 4-year business lull that the shop focused on refining its MRP system. The Deams felt that undergoing this exercise would enable the shop to be in a good position once the machining work came back. They were right.
How It Is Applied
Here are some of the primary goals the shop had in developing the JobManager II MRP system and how it now benefits from the latest version. The system allows the shop to:
•Control of a wealth of information. The amount of documentation that accompanies each job is staggering when you consider the various drawings, process sheets, inspection forms, scheduling data, mil specs and so on. The MRP system allows the shop to organize all that job documentation and provide access to it through a single JobManager window. The types of documents made available to employees depend on their position at the company. When employees log in to the password-protected system, their status is recognized and the system automatically culls only the documents required for them to perform their jobs. A machine operator, for example, would not have access to documents related to human resources, scheduling or purchasing functions.
•Provide reliable access to information in key areas on the shop floor. Obviously, a computer is required to access the shop’s MRP server from the shop floor. Conventional desktop computers, however, are not particularly suited for shopfloor use. Their cooling fans pull coolant mist inside their cases, which can quickly ruin the computers. That’s why CNC Industries’ shopfloor computer stations use thin clients. A thin client is a computer that doesn’t have a lot of power to support numerous programs. It depends primarily on the central server for processing duties while acting as an interface between the user and the server. These robust thin clients (CNC Industries currently uses Hewlett-Packard models) have no moving parts and no cooling fans that would ingest coolant mist. They also are compact enough to be stealthily installed under the operators’ worktables. The only other computer components needed at each computer station are a keyboard, a mouse and a monitor.
The shop currently has 46 fixed computer stations at key areas in the facility (there is one located at every CNC machine tool). It also has three mobile computer stations. Wireless routers installed inside the facility allow wireless communication between the mobile computer stations’ thin clients and the server, allowing the stations to be deployed virtually anywhere they are needed in the facility.
•Present information in an intuitive format to shopfloor employees. The main interface that operators view (see the screen shot on page 112) lists critical job information such as job number, drawing number, batch size, inventory level and operation sequence. Operators can click to view documents including drawings, setup instructions, setup photos, inspection reports and tool lists for any job. This interface was designed to allow easy navigation for employees of all computer skill levels. Steven Jr.’s goal was to allow users to access any information a person needs within two mouse clicks to reduce information search time and eliminate potential frustration. The interface allows access to information about all active jobs in the shop, and the job list is self-filtering. After a job is completed, it is removed from the list. Likewise, new jobs are automatically added.
The interface includes an electronic time card that keeps tabs on time devoted to running different jobs. In the past, a large stack of paper time cards would be delivered to the office each day to be keyed into the system. Now that data is automatically uploaded by operators at the end of their shifts.
The system’s bidirectional communication is also helpful when a tool breaks. An operator simply clicks to report the broken tool to the tool crib attendant. The attendant receives an alert at the tool crib’s computer station, and the system will both identify the type of tool and provide its drawer location to the attendant. (The new tool is automatically deducted from the tool inventory.) The attendant can then pull the tool, measure it on the shop’s Elbo Controlli presetter (available from Lyndex-Nikken) and have it immediately delivered to the operator. The operator no longer has to walk to the tool crib to report the problem and wait on a new tool while the machine’s spindle remains idle.
The computer station in the tool crib has a specific interface for tool management. To collect tools for a new job, the attendant simply calls up the job and clicks to check out all necessary tools. The tool inventory is then automatically updated. Checking out tools in batches for a job rather than individually via barcodes or some other similar method saves time for the attendant.
•Offer employees a way to offer suggestions. A company-wide, open-door policy allows any employee to offer suggestions to shop management. On the other hand, suggested changes to a specific job process must be made by filling out a simple process change request form (PCR). Each PCR is reviewed and considered by the shop’s engineering department.
The open line of communication between the MRP system developers and the shopfloor employees has allowed the system to be modified to best help those on the floor. For example, initially it was thought that the only information an operator needs is documentation about the active jobs in the shop. Some operators later suggested that it would be useful to have information about inventory level on parts currently being run on a machine. That way, if an operator sees that a job is running behind, he or she could view the current inventory level on that part and suggest to the plant supervisor that perhaps the remaining parts should be pulled from inventory. The operator could then end that job and set up a new job to keep the machine on schedule. Soon after the addition of the inventory level box, another box was added that gives the location of parts in inventory, which saves time searching for the parts in such instances.
•Enable management to take quicker action about job issues. The shop holds what it calls pre-flight meetings nearly every morning. Engineers, shopfloor supervisors, the lead inspector and members of management meet in the company’s conference room to discuss upcoming jobs and review existing jobs nearing the end of their run. An MRP system module was created to streamline and shorten these meetings.
For new jobs, the group determines if all necessary documentation is available on the system’s job sheet before the job is pushed to the shop floor. For existing jobs, the group will review open PCRs and decide whether to implement them, dismiss them or task engineering to review them. Similarly, inspection reports are reviewed to ensure that sufficient information is included on those reports. If a problem occurred on a job’s last run, perhaps more frequent or 100-percent in-process inspection is specified. Supplier and employee corrective actions are also discussed during these meetings.
Meeting attendees are able to access the MRP system and enter information as issues are discussed. For example, development of new-job process sheets can begin and existing process sheets can be edited in the system at that time. Assignments and deadlines can be entered and delivered to the Tasks section of a person’s Microsoft Outlook program. Not only does entering information during the meeting save time, but it also prevents manufacturing issues from slipping through the cracks.
•Allow flexibility to modify or add capabilities as business needs change. Steven Jr. admits that the shop likely spent more money developing its own MRP system than it would have by purchasing an off-the-shelf package. However, the shop justifies this because its version offers a fully customizable platform that can be tailored to their processes and people. In addition, it realizes a cost savings by using thin clients and is able to affordably populate the shop with a number of computer stations.
The shop has recently added two additional programmers to speed development and implementation of new MRP modules. A new accounting module, for instance, will enable the MRP system to more closely resemble an ERP system (enterprise resource planning) by automating the push of information from JobManager II to an open accounting system such as QuickBooks or Microsoft Accounting. Similarly, the shop is working with Dostek, Inc. to allow a JobManager II interface to be the front-end access point to the DNC package and allow CNC programs to be downloaded to the proper machine tool. Other modules are being developed to help with scheduling, material purchases, human resources duties and deep-analysis functions.
CNC Industries may make its MRP system commercially available, but this is a decision that will be made in the future. At the moment, the shop is continuing to modify the system for its own use and will continue to do this to adapt to its evolving business needs.



.png;maxWidth=300;quality=90;format=webp)




Related Content

The Smarter Way to Take Full Control of Your CNC Machine Shop
Designed to bridge the gap between CAM programmers and shop floor operators, SolidShop provides a seamless, real-time solution for managing G-code, tracking production and eliminating costly mistakes.
Read More
Refining Shopfloor Processes for Mission-Critical Parts
Pacon Mfg, Inc. has not rested on its laurels as the 2020 Top Shop Honoree for Shopfloor Practices and Performance. In the years since, it has refined its processes to continue excelling in a volatile market.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Quoting in the Age of AI, Tariffs and Market Shifts
Paperless Parts’ POWER users conference addressed how to manage tariffs and market shifts, and introduced new AI-enabled features on its quoting platform.
Read MoreRead Next

No Wires, No Worries
A wireless network can operate safely and effectively in a hostile shop floor environment, as the experience of this welding and machining company shows. Interference from other sources of radio waves can be avoided by installing suitable data access point hardware. Data security can be established with encryption and other techniques.
Read More
OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More