
Understanding Post Processors
What is a post processor? A software engineer from CNC Software, makers of Mastercam programming software, explains the different types of CNC post processors, the different types of post processor users and the different levels of functionality in post processors.

The bridge between computer-generated tool paths, such as this pocketing routine prepared by Cliff Lengtat at the Jet Propulstion Laboratory in Pasadena, and the specific machine tool that will produce this part is the postprocessor, or “post.”
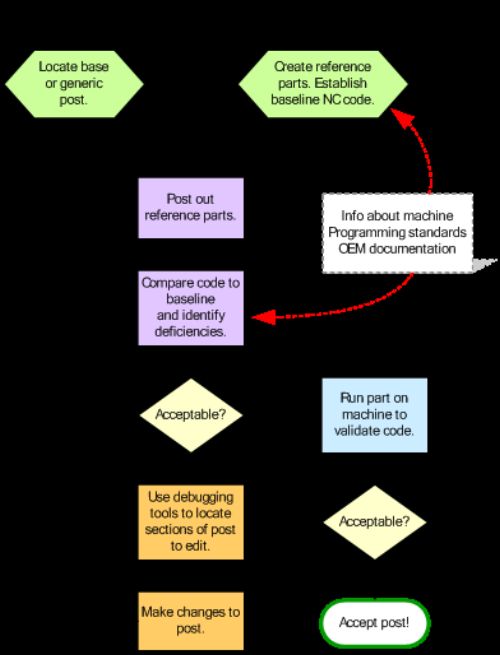
To write a post processor, begin by locating a generic post or a post from a similar machine that you can modify. This is typically easier than writing a post from scratch. It is important to create a set of reference parts for consistent and repeatable testing. When the post is done, archive all files and parts used for development. This will make it easier to maintain the post in the future as your CAM software is upgraded.
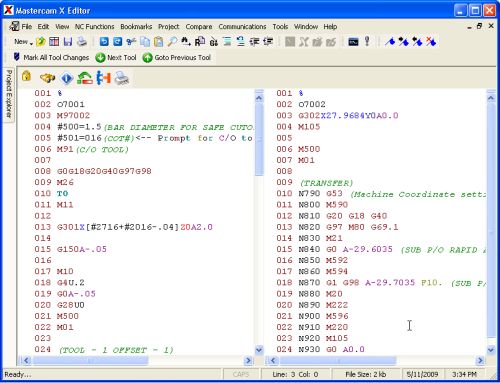
A dedicated post processor editor color-codes different types of NC words to make your program easier to read. Multiple code streams can be displayed side-by-side.
Share









Good CAM systems import all sorts of CAD models and use them as virtual environments where tool paths for hundreds of CNC machine types can be generated. CAD and CAM systems are visually exciting. In their shadow, however, is an equally important piece of software. It is the bridge between computer-generated tool paths and the CNC equipment. It is called the “post processor” or “post” for short. Although it’s not as graphically interesting as CAD or CAM, there is a lot more to the post than meets the eye. Understanding those things can help your shop become more capable and productive.
What is a CNC Post Processor?
Say you are going to manufacture a part on a mill, lathe or multi-axis machining center. To do this, you create the tool paths in your CAM system, and then you “post it.” That means you send the instructions for making your part to the post processor, an intermediary piece of software that translates the tool motions calculated by your CAM software into NC code that can be executed by your particular machine.



A good post is also capable of “flavoring” this information in ways that best suit your shop’s workflow, data handling procedures, and most importantly, the requirements of your machine tool and control. For example, your control will expect information such as work offsets, tool offsets and canned cycles to be formatted and presented in a specific way. Examples of machine shop-specific customization might include your standards for safety blocks or required comments. The post can also generate additional outputs such as alarms or signals to equipment performing secondary operations. Some posts can be programmed to deliver functionality beyond what is currently available in your CAD system.
Open vs. Closed Post Processors
CAM vendors offer post processors that are either open or closed. Closed post processors allow no one but authorized parties (that is, the post vendor) to customize the post. Open post processors have an architecture that allows anyone—vendors, resellers and customers—to make modifications to customize the post processor’s behavior.
The benefit of the closed approach lies in its simplicity and safety. Users get what they pay for, and ideally, the CAM software will give them everything they need in functionality and performance. If not, the vendor will create customizations for a fee.
Open post processors give their users more options to make this software fit their preferences and requirements. Today, there is a large community of experts who know how to develop post customizations, and they share their knowledge with each other. Open post processors provide their own layer of safety, too. Because extensive modifications can be made entirely outside the main CAM program routines, it is less likely that a user’s CAM software code might be corrupted by poorly developed customizations.
The ready availability of customization expertise means that resellers and users can be more involved in flavoring the post so that the user’s preferences are realized sooner. In addition, users with the right expertise can continue to make modifications as needed so that the post’s contribution to quality and productivity may increase substantially over the years.
As a software engineer deeply involved in the development of open post processors, I will keep my observations mainly to that arena.
Variety of Post Processor Users
The first customers for new posts are the machine tool builders. When a new machine tool is being developed, leading CAM software developers work closely with the machine builder and controller suppliers to develop an initial “generic” post that satisfies a majority of output requirements for the new machine tool. The typical CAM software developer is likely to have relationships with many machine tool vendors. These relationships enable the software developer to create and test posts on new machine tools. Mastercam, for example, works with nearly a hundred machine tool companies.
These generic posts can be used as written, with little (if any) customization, to put the new machine tools through initial testing by shops that are early adopters. There has to be enough functionality in the generic post so that the new users can operate the equipment productively. However, flavoring of the post should be kept to a minimum at this point. Otherwise, some customers may be satisfied, while others may find the post totally contrary to the way they structure their CNC manufacturing workflow. This approach enables the final configuration to be tailored closely to the specific needs of each end user.
End users generally fall into one of three categories. A great many will find that the generic post (with or without some minor modifications by the reseller) meets their needs. Others will need some specific customization, which could be minimal or extensive. In most cases, the cost of customization will only be a small fraction of what it would take to develop a completely custom post, because a generic version that already covers all or most of the end user’s requirements is likely to be the starting point.
The third type of end user includes CNC programmers and machine operators who have learned to go into the post and change lines of code to change its functionality. For example, most machinists who need to make a minor variation on a part that has already been programmed will simply modify the G and M code at the machine. However, if such part variations are made frequently, then it is far more efficient to edit the post processor to generate the code automatically by prompting for some dimensional variables.
Additional Functionality of Post Processors
Skilled post writers can create additional functionality for their equipment even when the desired routines are not supported in the CAM system itself, as these two examples show:
- Canned Pocket Cycles: Many CAM packages have canned drilling cycles but few have canned pocketing. This is not a problem if you have an open post. You can customize the post to take data from a CAM drilling cycle and output a canned pocket routine instead.
- Programming Robots: Although Mastercam does not support robots, enough data is available in the CAD file to drive one. The developers of RobotMaster (Jabez Technologies Inc.) grasped this fact and used the Mastercam post processor to create a specialized module to drive a wide variety of six-axis robots. Robot trajectories are programmed graphically within the CAM package. Then the RobotMaster module uses the CAM software’s machine definitions to define the outputs for particular robots.
The lesson here is simple: If the requisite data is in the CAD file, you can use a good CAM system and an open post processor to program a CNC machine to its full capability.
Getting Some Help with Post Processors
With the basic training that comes with a standard CAM installation, most programmers can soon make useful changes competently. Typically, users simply need to know how to post the program to their CNC machine or change some data in tables to get it to perform simple variations of programs created in the CAM package.
For those who want to learn more, there is an enormous amount of information on the Internet. Search engines such as Google can locate numerous websites with pertinent information, especially if multiple searches are conducted using a variety of keywords. Patience and persistence is likely to be rewarded. Another option is to enter a question on an Internet forum, such as those hosted by the CAM developer for its community of users. (For example, emastercam.com is operated by In-House Solutions Inc., a Mastercam distributor.) The experience with this forum shows that usually it won’t be long before helpful suggestions and possible solutions are submitted in reply.
Finally, a user might consider taking an advanced post processor training course. For those with an aptitude for writing scripts, this knowledge can help them expand the productivity of their shop’s CNC machines.
What to Look for in a Post Processor

A true debugger is a necessity for creating a modern post. It lets you simultaneously look at the source code of your post; toolpath data from your part file; and NC output, in real-time, as your post runs. You can also watch values and run your post in different modes to quickly isolate problems with the code.
Post processors are an important and integral part of CAM systems. Therefore, it is important to evaluate the post processor as thoroughly as you would any other feature of the CAM system you are considering. Here are some things you need to find out:
- Does the CAM system use an external CNC post processor? If so, this gives you the flexibility to handle many different controllers. A CAM system that does not rely on post processors to output machine code may not be flexible enough to meet the needs of a shop with many different kinds of CNC equipment.
- Does the software price include post processors? Find out the cost to acquire posts for all your machines. How much will it cost to get additional posts later? How much do new posts for multi-axis controls cost? What costs are involved if you want to change your existing posts?
- Who will customize the NC output for your system? The NC output may need fine-tuning for your controls and shop practices. Will the reseller customize the post processors, or will the software company make the changes? Some resellers are more capable than others. Likewise, some companies are more responsive to requests for changes than others.
- Does the CAM product include tools for customizing post processors? User-customizable post processors allow you to make changes yourself or with the help of a technical person. However, writing or editing a post processor is typically not for the inexperienced. If tools such as a true step debugger, integrated text editor and comprehensive reference documentation are available, successful post editing is much more attainable and reliable. Your CAM supplier should be able to explain what these tools are and describe what is available. The supplier should also let you thoroughly test your post processor before deploying it in your shop.
- Is it easy to switch a program between machines? In some CAD/CAM systems, the same tool paths simply can go through a different post processor to go to a different CNC machine control. In other systems you must reprogram the part file from scratch, a less- convenient and less-efficient requirement.
- Is post processor training available for your CAM system? Good post processors can add a new dimension of flexibility and functionality to your CNC manufacturing systems. Taking advantage of this, however, requires an understanding of how the post processor works. Find out what post processor training a prospective CAM supplier has to offer.








Related Content

How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
Understanding Process Damping in Milling Operations
Despite the advances in modeling machining operations over the past decades, process damping remains a topic of interest, including new tool designs that increase the effect.
Read More
3 Considerations for Revising Design for Manufacturing Efforts
When revising part designs, investigate the 3D CAD, the 2D drawing and the part’s functional requirements to determine which details should be tightened up.
Read More
6 Variations That Kill Productivity
The act of qualifying CNC programs is largely related to eliminating variations, which can be a daunting task when you consider how many things can change from one time a job is run to the next.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More