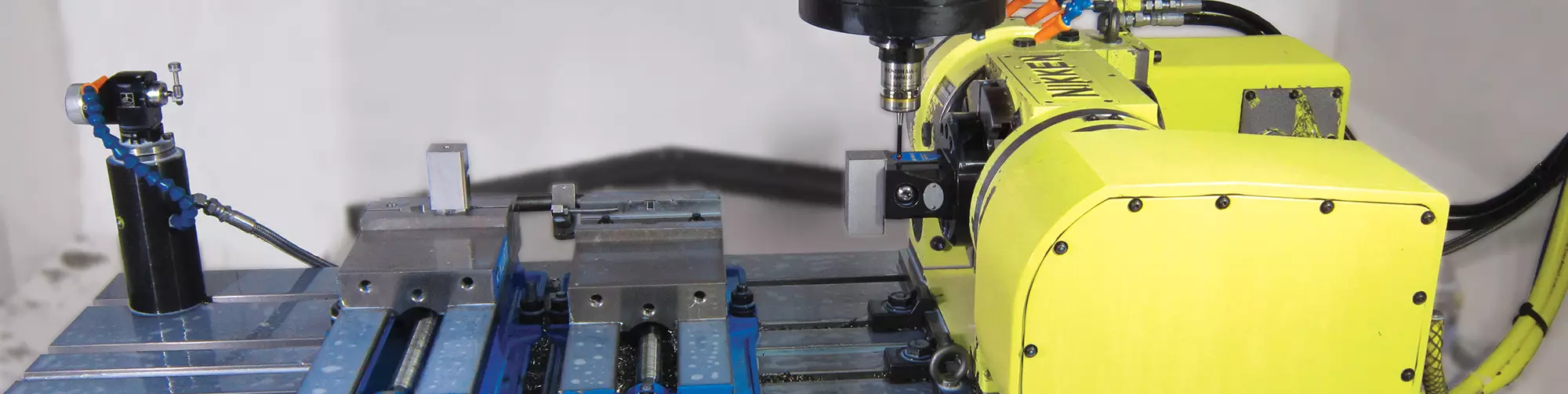

When GCG’s medical customer brought it a part that required five-axis machining to minimize error due to multiple setups, the shop invested in new equipment to take on the work. An Okuma Genos M560-V with a Lyndex-Nikken 5AX201 rotary table gave the shop the five-axis capability it needed at a good price point.

Since GCG purchased its first machine with five-axis capabilities four years ago, it has purchased six additional machines. The machines have enabled the shop to take on more complex work and produce higher-quality parts than it could with just three-axis capabilities because fewer setups generally mean tighter feature-to-feature tolerances can be held.
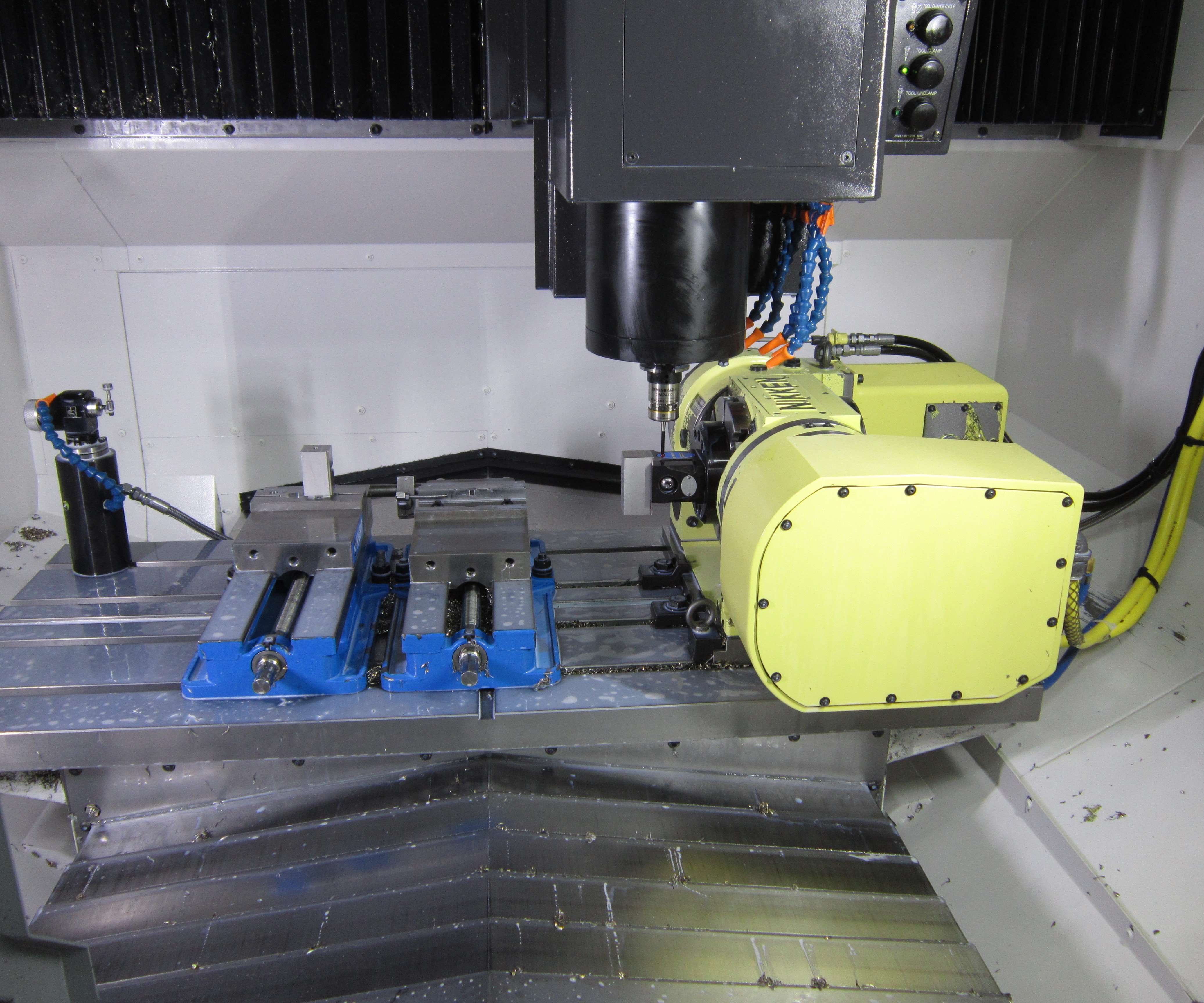
GCG makes small parts, so its machines can fit a tool-breakage-detection probe along with two vises and the rotary table. The table-on-table application gives the shop “a lot more bang for our buck,” Mr. Gardner says.

GCG purchased its first M560-V with touch-trigger probing equipment from Renishaw. The shop did not include it on its second machine because the first job it ran on the machine did not require its use.

The machines also have Renishaw tool-breakage-detection systems. The probing and tool-breakage-detection system are early forms of automation for the shop, which also uses them to prepare for other potential automation systems.
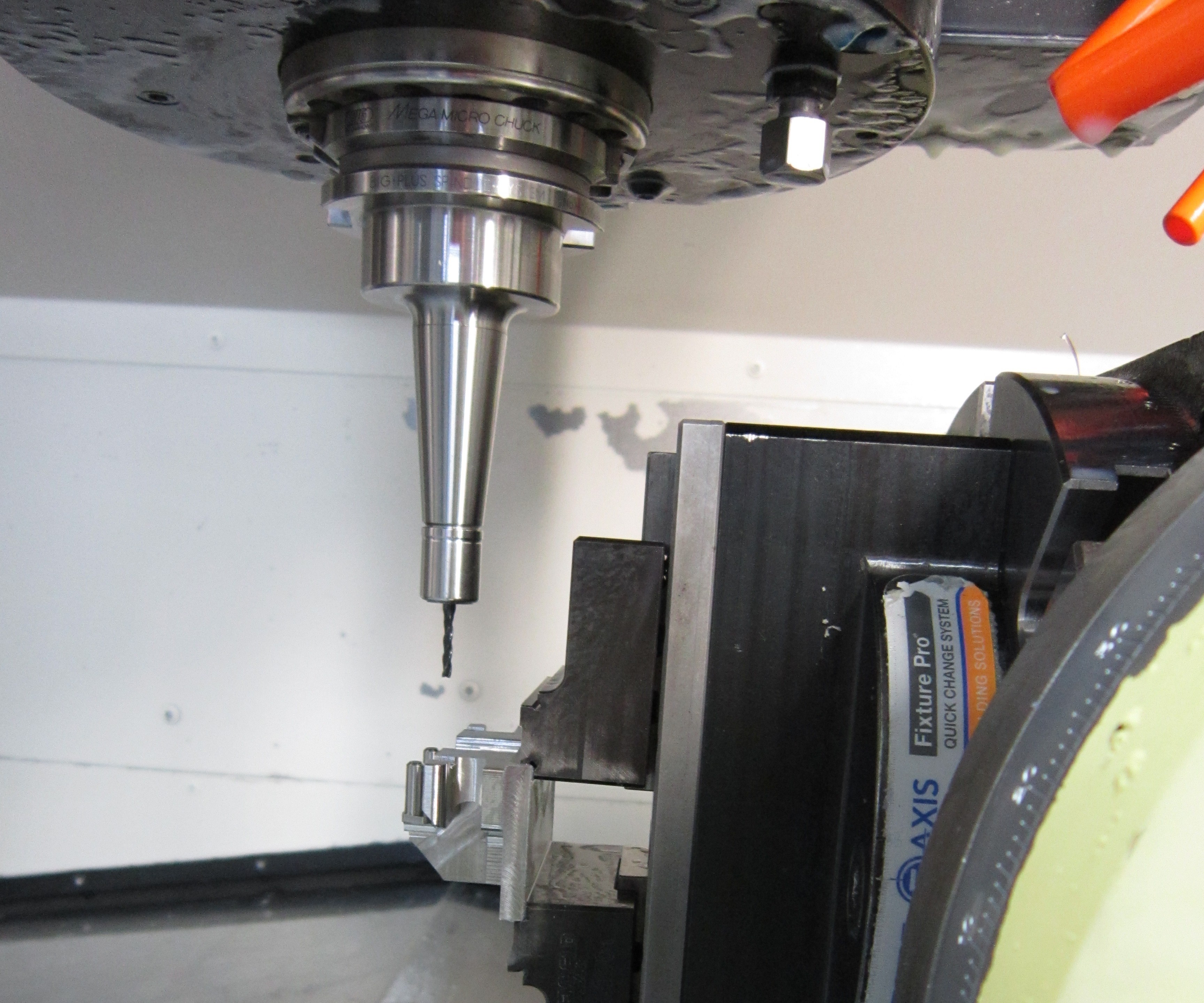
GCG uses a variety of toolholders on its new machines. It has recently started to use higher-quality toolholding and is seeing the benefits of the investment.

As GCG’s five-axis machining ability enabled it to take on more complicated parts that require more time to inspect, it began to experience a bottleneck in inspection. It added a third coordinate measuring machine (CMM) for first-article and final part inspection.

Van Gardner’s father Terry founded GCG Industries 30 years ago. The shop focuses on short runs (50-75 pieces) of small parts (a three-inch cube would be considered a large part, depending on the material) for accounts in a range of industries, including medical, aerospace, agriculture and RV.
Share









“We’re a family business that’s evolved tremendously,” says Van Gardner, vice president of sales and marketing at GCG Industries. Much of the Fort Wayne, Indiana, job shop’s evolution has occurred in the past four years, after it purchased an Okuma CNC vertical machining center (VMC) with a rotary table to add five-axis machining capabilities. Since then, the shop has experienced cascading successes, which it attributes to this machine, along with specific machine components and additional equipment, such as new tooling, quick-change workholding devices and on-machine part and tool probes, that have helped it maximize its five-axis capabilities.
Mr. Gardner says five-axis machining has enabled GCG to take on more complex and diverse work that other smaller, local shops do not have the ability to produce. The shop can complete jobs in fewer setups and achieve tighter-feature, true-position tolerances. Its sales have increased, and it has added more machines. In fact, the shop now has seven VMCs with five-axis capabilities. This provides a solid foundation for potentially adding automation (via a pallet system or robotics) in the future, with the hope of increasing the annual sales growth even more than what the shop has been realizing since adding that first five-axis machine in 2014.



That said, there were lessons to be learned as the shop decided to pursue five-axis machining and as it gained experience its machines. Mr. Gardner shared some of these lessons during my recent visit to this Midwest shop.
Getting to Five-Axis Machining
Mr. Gardner’s father Terry founded GCG Industries 30 years ago. The now has 13,000 square feet in two buildings with plans to expand another 3,500 square feet. Included among its 37 employees are Terry’s wife Tammy, who handles accounting, his son Justin, who heads up the quality requirements and his daughter Brooke, who oversees customer service. The shop focuses on short runs (50-75 pieces) of small parts (a three-inch cube would be considered a large part, depending on the material) for accounts in a range of industries, including medical, aerospace, agriculture and RV. Typical materials machined include aluminum, 17-4 stainless steel and Inconel.
About four years ago, instability in orders from some of its customers spurred GCG to look for ways to expand its business while setting itself apart from other shops in the area. It obtained AS9100 certification with the goal of taking on aerospace work to help mitigate the risks of having single accounts in a range of industries (it also has ISO 9001-2008 certification). GCG also hoped that the certification would give it a competitive advantage over smaller, local shops. In addition, the shop was looking into specialized capabilities, like Swiss-type lathe with milling capability, to further differentiate itself.
GCG never went down the road of Swiss-types. However, its sole medical customer at that time prompted the shop to get five-axis capabilities. GCG had done three-axis work for the company, and it brought the shop a part that required five-axis machining. Mr. Gardner says it would have been virtually impossible to make this part on a three-axis machine because it required tight feature-to-feature tolerances that a three-axis machine more than likely could not hold due to the multiple setups it would have needed. GCG made the investment in its first machine with five-axis capabilities, and it turned out to be just the solution the shop needed. “It’s harder to find a shop to do this type of complex work than it is to find one that performs more conventional three-axis machining,” Mr. Gardner says. “We’re trying to secure our future that way.”
The Benefits of Table on Table
There are a variety of five-axis machine configurations on the market. At the recommendation of its distributor, Gosiger (Dayton, Ohio), GCG went with an Okuma Genos M560-V VMC and a Lyndex-Nikken 5AX201 rotary table to provide the fourth and fifth axes of rotation. The shop already had some machines from Okuma (Charlotte, North Carolina), and the familiarity played a role in the decision. “It made sense to keep going down that path,” Mr. Gardner says.
In the four years since the first purchase, GCG has acquired six additional machines with five-axis capabilities. It added the last four in less than a year’s span. Mr. Gardner says there are clear benefits to standardizing in such a way. All of the shop’s employees know how to run all of the machines. The risk of error is reduced because they only need to know one type of machine, and they have become familiar with it. Using the same type of machine has the added benefit of enabling operators to run the same part programs on any of the machines.
According to Mr. Gardner, the table-on-table application has several benefits for GCG over a true five-axis machine. For one, he says it gives the shop “a lot more bang for our buck,” as it is a more affordable solution than a dedicated five-axis machine. Because the shop specializes in small parts, the machine can fit the rotary table along with two vises and a tool probe on the main table. In some cases, five sides of a part can be machined using the rotary table and then the part can be flipped and loaded in a vise to complete machining of the sixth side. Also, given its specialization, the shop never needs to take the rotary tables out of the machines to make room for large parts on the table. Mr. Gardner says the Lyndex-Nikken rotary tables are also beneficial in that their clamping system is hydraulically actuated instead of being actuated with compressed air, meaning they offer higher holding force and rigidity during cuts.
This solution also gives the shop the ability to do full five-axis contour machining as well as five-axis positioning. Mr. Gardner says that one of the most important factors in choosing the Okuma machine was that its control enabled full, simultaneous five-axis contouring. Although it mostly uses the machines for “3+2” five-axis positioning, the shop wanted the flexibility to be able to do full five-axis machining as well. “It made sense to spend a little more to have the ability to do that,” he says. While virtually all the current work that GCG does only requires five-axis positioning, it has run full-five-axis tool paths on some of its jobs, and it does open the possibility to pursue more of that contouring work in the future.
Because GCG mostly does five-axis positioning, Mr. Gardner says the transition has been easy for the shop in terms of much of the programming. It does the programming for its five-axis parts offline using Mastercam, the same CAD/CAM system it uses for three-axis machining. He says that the shop approaches part programming either by essentially stringing together the three-axis programs for each side or by using more complex programming techniques, like programming off of the centerline of rotation to account for the different positions in which a part might be tilted.
Maximizing the Machines’ Potential
GCG realized that it needed more than just the ability to move parts in five axes. Beyond the rotary tables, the machines are equipped with several other features and additional technologies that have helped the shop get the most out of its machines and grow its business. These include:
Touch-trigger probing. GCG bought its first M560-V with Renishaw touch-trigger probing, but the first job it ran on the machine (which lasted for almost two years) did not require it. Due to this experience, the shop opted not to include the probing equipment on its second machine. However, when it started running jobs with castings, the shop saw the value of the probing equipment. “If you’re trying to put a hole in the center of another hole that’s already there, you can probe the casting, set the work fixture offsets and go at it that way,” Mr. Gardner says. It proved to be so useful for oddly shaped and irregular castings that the shop purchased probing equipment on all its subsequent M560-Vs and had it field-installed on the second machine.
The shop also uses the probing equipment for alignments and to square the machine, which increases repeatability and enables tighter tolerances. For example, it might probe the rotary table after a rotating move to ensure that the table is in the proper position. An alert will be sent if it is found to be out of position. Probing also helps speed setups because it can locate the actual position of a part or fixture on the machine, then automatically adjust the coordinate system in the control to match that location.
Tool-breakage detection. The first machine also had a Renishaw tool breakage detection probe, which the shop also initially opted not to get on its second machine. The rest of its machines have this system, as GCG also learned its value. Before it was installed on the second machine, Mr. Gardner says it sometimes sat idle waiting for an operator to manually check if the tool is broken, whereas the other machines can run until the tool needs to be changed.
The probing and tool-breakage-detection systems are early forms of automation for the shop, which also sees them as a way to practice and gather data in preparation for possibly implementing a loading robot or pallet system in the future. For example, tool probing can reveal when tools have broken for a given repeating job. The shop can then make a more informed decision as to predicting when tools might break (after 100 parts, for instance) and schedule tool changes before reaching that quantity.
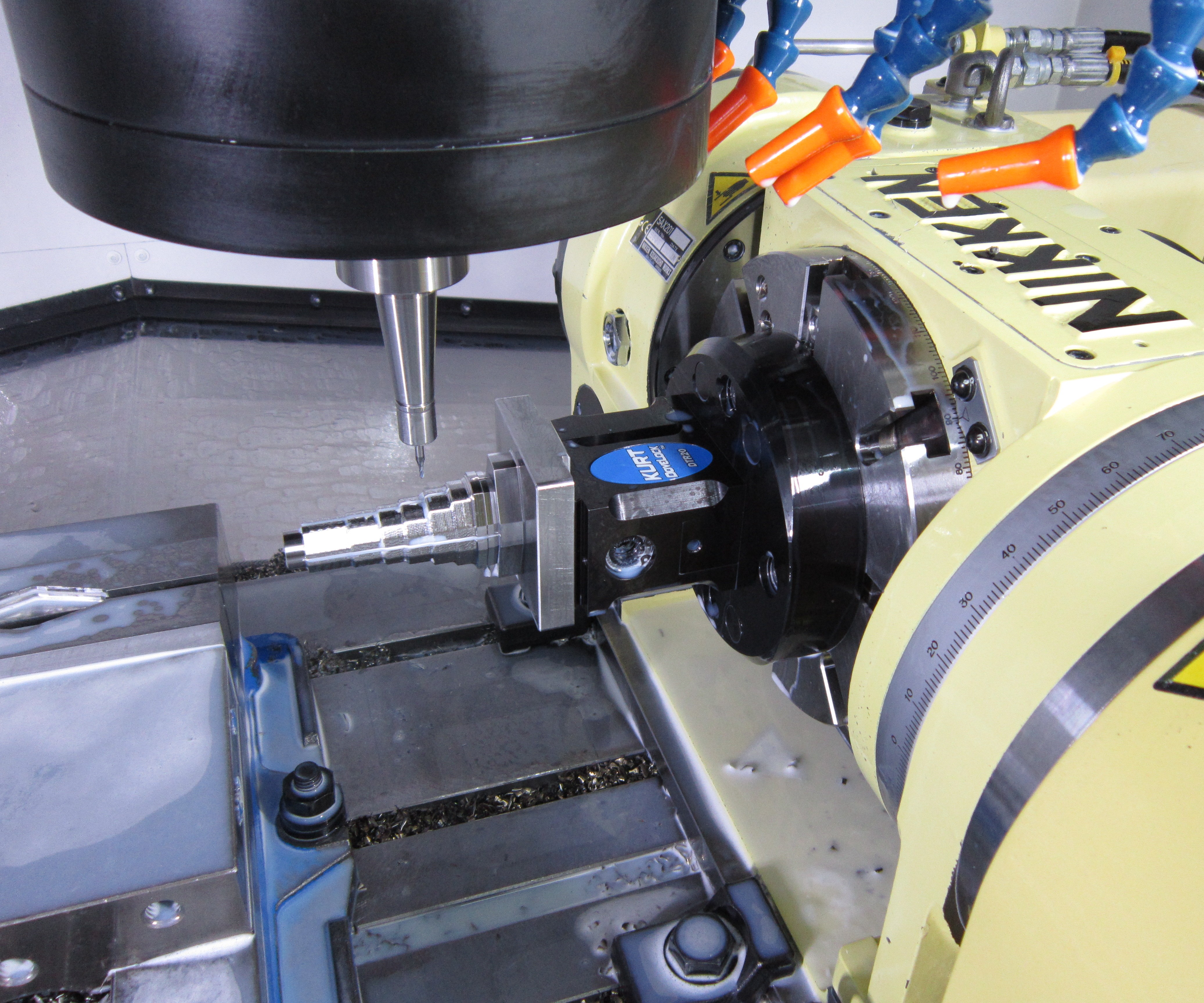
Specialized workholding. On the rotary tables, the shop uses a range of workholding devices, including Kurt Dovelock vises. The Dovelock vises, which can also be used in the standard Kurt vises installed on the table, grip on a small dovetail feature machined into the bottom of the workpiece blank. This provides ample clamping force, but also provides the tool with a good amount of access to fives sides of the part to minimize the chance of the tool or spindle colliding with any fixturing elements. Both workholding solutions have high clamping forces to keep workpieces rigid as they are machined on each side. Mr. Gardner adds that the shop is exploring the idea of creating its own workholding devices.
High-quality toolholding. Mr. Gardner says that the shop uses a range of toolholders and is starting to see the benefits of using higher-quality toolholders. He described a test the shop did on an engraving job with a 0.01-inch ballnose end mill. He says that by switching to a Big Kaiser collet toolholder, the shop was able to make eight to 10 parts per tool instead of one to two parts per tool with the old toolholder. Higher-quality toolholders typically have minimal runout, extending tool life especially for small-diameter tools. (Big Kaiser says its collet toolholders are guaranteed to have runout of 3 microns or less.) In addition, the machines have Big Plus spindles, which provide contact with both the toolholder’s taper and its face. This is said to offer improved rigidity for more aggressive cuts when using Big-Plus-style toolholders.
High-pressure coolant. When GCG made the investment in five-axis technology, it also decided to make an investment in high-pressure coolant. This helps improve chip evacuation and enables operators to push tools harder and faster. Mr. Gardner says that the coolant could benefit three-axis machines as much as it does five-axis machines, but the shop was not ready to spend the money for it until it purchased the VMCs and rotary tables.
The five-axis machines also use a different type of coolant than the one used on the shop’s three-axis machines. According to Mr. Gardner, the new product, Trim MicroSol 585XT from Master Fluid Solutions, is cleaner. “It’s not as gummy and it doesn’t stick to the walls,” he says. “Therefore, there’s nothing for the chips to stick to it and they just fall where they need to go.” He adds that the new coolant lasts a little longer and has improved tool life. However, he also notes that it can be difficult for customers to approve new coolants once they have committed to one.
Results
GCG’s five-axis capabilities mean that it is taking on different work, making more complex parts that require higher precision and quality than its previous parts. Some of GCG’s customers are taking advantage of the new capabilities, causing a shift in the shop’s portfolio.
Even though many of the parts GCG makes on these machines theoretically could be made with just three-axis capabilities, quality concerns and increased setup and cycle times often make this impractical. While five-axis machining has the potential reduce cycle times and increase profitability for parts that only require three-axis machining, there often is not open time on the machines with five-axis capabilities to move jobs around like this. “That’s kind of painful,” Mr. Gardner admits.
In addition, taking on more complicated parts created an inspection bottleneck. These types of parts take longer to inspect on a coordinate measuring machine (CMM), so the company now has three CMMs available to perform first-article and final-part inspection routines.
Despite these issues, Mr. Gardner says the addition of five-axis capabilities is behind the shop’s growth. He estimates that business has grown between 8 and 10 percent each year since GCG got its first M560-V four years ago. The shop also invites customers in to see its five-axis machining capabilities, using the technology as a sales tool to generate additional business.








Related Content

Results-Driven Innovation on Display at Mazak's DISCOVER 25
DISCOVER 25 attendees will enjoy keynotes and panel presentations, and have a chance to tour the Mazak iSMART Factory where the company “uses Mazaks to make Mazaks.”
Read More
Process Consolidation Meets Usability Improvements: Inside DMG MORI Innovation Days 2025
One of the greatest roadblocks in adopting powerful machines is finding the people to run them. Find out how DMG MORI plans to bypass this obstacle, with examples from its recent Innovation Days event.
Read More
Three-Axis Bridge Mill Opens New Doors for Construction OEM
Different industries often require different machining priorities, a truism recently demonstrated by Barbco, an OEM of heavy-duty boring equipment that opened up new design possibilities by pivoting toward rigid, less complex machining centers.
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More